سند بلاست چیست ؟ قسمت اول مبانی

SAND BLAST
شن و ماسه - به دستگاهش هم میگن سند بلاستر ! از دانه های سیلیکا استفاده میشود تا به صافی سطح خوبی برسه. بهترین روش برای از بین بردن زنگ زدگی - نیاز به کمپرسور باز با سرعت دیوانه واری بالا ! و یک شلنگ و نازل - اما نباید در محیط بیرون انجام بشه - که ریه انسان خیلی آسیب نبینه.

Steel Grit blasting
گلوله های فلزی ، آلومینیوم ،کاربید سیلیکون، حتی پوست گردو و نارگیل - سریع دقیق برای تمیز کاری فلز و فولاد خیلی خوب کار میکنه واقعا هم کاربردی و ارزون

WET BLAST
ترکیب آب + هوا+ مواد ساینده ! ببین چه چیزی میشه - شبیه کارواش ماشین ولی یکم پیشرفته تر.
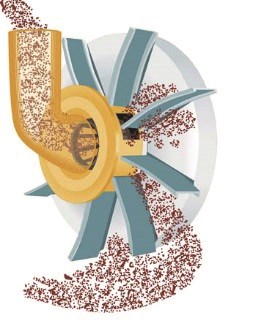
Centrifugal wheel blast
خب این روش دیگه کمپرسور نداره - مواد ساینده تحت تاثیر نیروی گریز از مرکز از ایمپلر با سرعت زیاد به سطح خراب و خسته برخورد میکنه. ابعاد دستگاه بزرگه و نمیشه از اینور ببریش اونور

Vacuum Blasting
خوبی این روش اینه که ، به همون سرعت که مواد ساینده رو میزنه تو سر و صورت سطح مورد نظر هممون موقع هم جاربروقیش میکنه . تقریبا دور ریز نداره و خیلی هم خوبه
Soda blast
برای از بین بردن کپک خونه ها خسته استفاده میشه – سودیم کربنات یا جوش شیرین مورد داشتیم. ولی برای کارهای دیگه ای مثل کروم - پلاستیک و شیشه هم استفاده میشه

Bristle blasting
خب این روش مثل این میمونه که سر مینی فرز یک فرچه سیمی ببیندی و یک سطحی رو تمیز کنی. صافی سطح خوبی هم میده مورد داشتیم 1 روز کامل یک سری لوله زنگ زده رو با همین روش تمیز و رنگ زدند

Pencil micro-blasting
برای جاهای خیلی کوچیک و پر جزییات کاربرد داره – مثل خودکار بیک میمونه - عجیب ترین اتفاق اینه که باهاش قطعات پرینت سه بعدی رو تر و تمیز میکنن

Dry-ice blasting
با استفاده از یخ خشک یا کربن دی اکساید اینکارو میکنه جالبه که کاملا بهداشتی و بدون دور ریز -
Bead blasting
از خورده شیشه استفاده میشه و خیلی سطح خوب و جذابی ارائه میده – لذت میبرید. مواد سایند اش کاملا قابل بازیافت .

ماسه سیلیکا
ماسه سیلیکا یا ماسه سیلیسی، قدیمیترین و متداولترین ساینده مورد استفاده در سندبلاست است. ماسه سیلیکا یا سیلیس معمولا برای ساب پاشی در محلهایی که امکان بازیابی مواد وجود ندارد استفاده میشود. ماسه، سختی نسبتا بالایی دارد. این ویژگی، دلیل اصلی تولید گرد و خاک زیاد در حین فرآیند سندبلاست است . حواسش نباشه بیماری ریوی میگیره باید ماسک و تجهیزات داشته باش.

گارنت
یکی دیگر از سایندههای متداول در تمیزکاری پاششی، گارنت است. به علاوه، گرد و خاک حاصل از به کارگیری گارنت در سندبلاست کمتر است و تنفس آن خطری را برای سلامت کارکنان ایجاد نمیکند.

Dry-ice blasting
سرباره زغال سنگ از سایندههای رایج برای تمیزکاری پاششی در کارخانههای کشتیسازی است. میزان سیلیس در ترکیب سرباره پایین است. با این وجود، این ساینده باعث آزادسازی آلایندههای مختلف در هوا میشود.

ساچمه و گریت
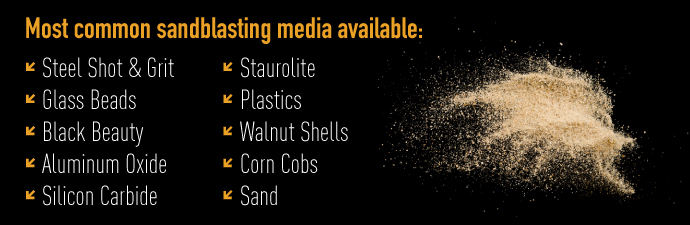
ساچمه (قطعات کروی) و ساچمه شکسته یا «گریت» (Grit)، از سایندههای فلزی مورد استفاده در تمیزکاری پاششی هستند که اغلب با استفاده از فولاد یا چدن ساخته میشوند. این سایندهها، صلبیت و قابلیت بازیابی بالایی دارند. ساچمه و گریت را میتوان بر روی انواع مختلف سطوح به منظور از بین بردن آلودگیها، برداشتن لایه رویی (قبل از پوششدهی) و ساچمهزنی استفاده کرد. ابعاد، سختی و شکل ذرات در این حالت، اهمیت بالایی در خروجی ساب پاشی دارند.

استارولیت
استارولیت، مخلوطی از ماسههای ریز و درشت است که سیلیس بسیار پایینی دارد. این ساینده برای برداشتن پوسته و خوردگیهای سطوح فولادی بدون ایجاد گرد و خاک زیاد مورد استفاده قرار میگیرد.

ساچمه و گریت
مواد سنتزی نظیر کاربید سیلیسیوم و آلومینا (اکسید آلومینیوم)، به عنوان جایگزینهای رایج ماسه شناخته میشوند. این سایندهها از دوام بیشتری برخوردارند و گرد و خاک کمتری تولید میکنند. مواد سنتزی معمولا قابل بازیابی و استفاده مجدد هستند. آلومینا تقریبا برای آمادهسازی هر سطحی (شیشه، گرانیت، مرمر و فولاد) مناسب است.

استارولیت
از موادی مانند پلاستیک، دانههای شیشهای، شیشه شکسته، پوست گردو و چوب بلال نیز به عنوان ساینده در تمیزکاری پاششی استفاده میشود. این مواد قابل بازیابی هستند و گرد و خاک بسیار کمتری نسبت به ماسه و سرباره تولید میکنند. دانهبندیهای مختلف پوست گردو برای استفاده در ساب پاشی به طور کلی، سایندههایی نظیر ماسه، ساچمه، آلومینا و کاربید برای سندبلاست خشک و سایندههایی مانند ماسه، دانههای شیشهای و دیگر مواد معلق در آب برای سندبلاست مرطوب مناسب هستند























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}