
فیلامنت ABS در پرینتر سه بعدی

فیلامنت ABS در پرینتر سه بعدی احتمالاً محبوب ترین ترمو پلاستیک برای قالب گیری تزریقی است ، بنابراین همه جا آن را پیدا می کنید! سیستم های لوله کشی ، آلات موسیقی ، لوازم خانگی ، درپوش های صفحه کلید ، لگو ، کانوها و حتی تلویزیون های LCD و LED و حتی مانیتورهای رایانه.
این ماده عمدتا به دلیل مقاومت در برابر ضربه در دمای پایین و ایجاد قطعات سبک شناخته شده است، پلاستیک ABS در بازار چاپ سه بعدی FDM نیز بسیار محبوب است .
اکریلونیتریل بوتادین استایرن که به اختصار (ABS) گفته می شود به وضوح یکی از پلاستیک های با مورد استفاده بسیار زیاد است. این اولین بار در دهه 1940 در دسترس بود و در ابتدا به عنوان جایگزینی برای Bakelite به بازار عرضه شد. اما تنها در دهه 1950 بود که به پلاستیک محبوب در سراسر جهان تبدیل شد.
ABS بر خلاف PLA که از مواد زیست تخریب پذیر ساخته شده اما ABS از پلیمر های نفتی و پایه و اساس تشکیل دهنده آن از مواد نفتی می باشد .
امروزه در بسیاری از صنایع بسیار ارزشمند است ، زیرا پردازش آن آسان است و به راحتی ماشینکاری می شود. تکنیک های رایج ماشینکاری شامل تراشکاری ، اره ، فرز ، برش قالب و برش می باشد. بدون رنگ ، رنگ مایل به زرد دارد (شیری رنگ) و معمولاً به دو مدل رایج ورق ای (sheet) و لوله ای در بازار عرضه میشود. فیلامنت ABS در پرینتر سه بعدی
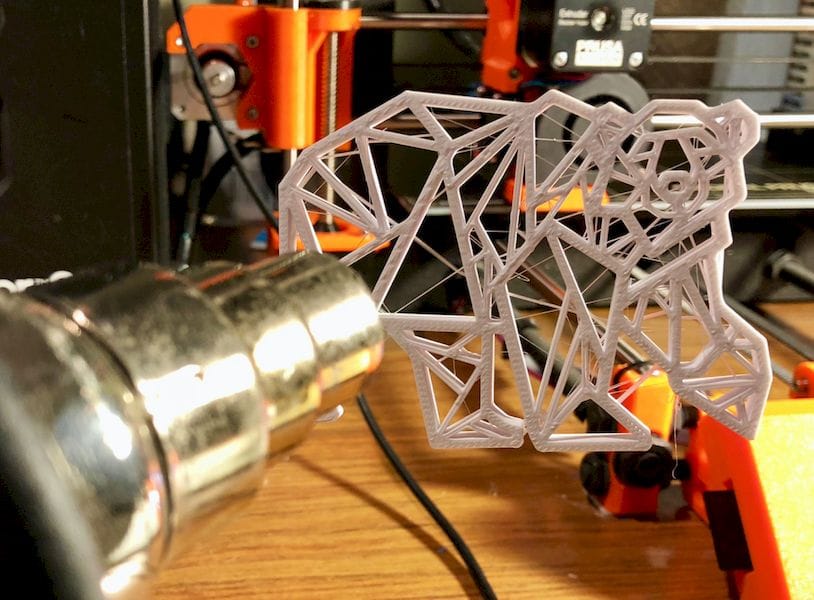
قطعات پرینت شده با ABS

ABS به عنوان یک پلیمر ترموپلاستیک بدون تغییر در خصوصیات شیمیایی ذوب و سرد می شود. با توجه به دمای نسبتاً پایین مورد نیاز برای ذوب ، این امر باعث ایجاد فیلامنتی جالب توجه برای پرینتر های سه بعدی شود. فیلامنت ABS در پرینتر سه بعدی
تا قبل از ورود فیلامنت PLA به بازار های پرینتر سه بعدی ، ABS محبوب ترین ماده برای پرینت سه بعدی بود. هنوز هم ، یکی از بهترین گزینه های مواد برای پرینت سه بعدی قطعات با دوام ، مقرون به صرفه ، به ویژه در کاربردهای تجاری مانند نمونه سازی سریع ، همچنان باقی مانده است. فیلامنت ABS در پرینتر سه بعدی
علاوه بر این ، ABS در صورت استفاده صحیح ، سطحی با کیفیت ای عالی را ارائه می دهد ، که به خودی خود برای بسیاری یک چالش است. همچنین برای مثال در کاربردهای با درجه حرارت بالا مانند قطعات پرینتر سه بعدی مناسب است. فیلامنت ABS در پرینتر سه بعدی
فرایند تولید ABS

این پلیمر ترموپلاستیکی است که “ترپلیمر(terpolymer)” نامیده می شود و اغلب با پلیمریزاسیون اکریلونیتریل و استایرن در حضور پلی بوتادین عموماً 20٪ اکریلونیتریل بدست می آید. ، 25٪ بوتادین و 55٪ استایرن. بنابراین دستکاری این نسبت ها می تواند خواص ABS را اصلاح کند. به عنوان مثال استایرن ، عنصری است که به ABS استحکام و درخشندگی می بخشد ، در حالی که بوتادین به آن مقاومت در برابر ضربه و ویژگی های دمای پایین می دهد. فیلامنت ABS در پرینتر سه بعدی
صنعت تزریق پلاستیک یکی از اصلی ترین مصرف کنندگان پلاستیک ABS است ؛
این ماده دارای استحکام خوب ، مقاومت در برابر ضربه بالا و سبک بسیار زیاد است
در حالی که از نظر قیمت بسیار مقرون به صرفه است.
چند سالی است که این یکی از مواد محبوب در بازار چاپ سه بعدی FDM ، یکی از اولین فیلامنت هایی است که با استفاده از PLA در بخش مورد استفاده قرار می گیرد ، چاپ هر دو ماده از سایر ترموپلاستیک های فنی و ارزان قیمت آسان تر است.
ویژگی های فیلامنت ABS چیست ؟

ABS که به صورت فیلامنت هایی با قطر 1.75 میلی متر یا 2.85 میلی متر و در چندین رنگ موجود است
برای بسیاری از صنایع که می خواهند قطعات عملکردی یا نمونه های اولیه را به صورت سه بعدی پرینت کنند ، ویژگی های جالبی دارد.
اگرچه چاپ نسبت به PLA دشوارتر است ، اما ABS به دلیل مقاومت در برابر ضربه و درجه حرارت بالا ماده ای بسیار محبوب برای کاربران چاپ سه بعدی است.
مات است ، سطوح صاف و براق را ارائه می دهد و می تواند توسط فرآیندهای شیمیایی با استفاده از استون جوش داده شود.
دمای ذوب ABS در حدود 210 درجه سانتی گراد است ، بنابراین توصیه می شود دمای اکستروژن بین 230 تا 260 درجه سانتیگراد باشد.
استفاده از صفحه بد (Heat bed)، (بین 80 تا 130 درجه سانتیگراد) الزامی است: این فیلامنتی است که در اثر تماس با هوا کوچک می شود که به این پدیده شرینکیج (shrinkage) گفته می شود که این باعث کوچک شدن قطعه (یا تاب خوردن آن) و در نتیجه جدا شدن از صفحه می شود. برای قطعات بزرگ حتی توصیه می شود از چسب مخصوص مانند Kapton یا لاک چسب استفاده کنید.
سرانجام ، یک پرینتر سه بعدی با محفظه بسته مناسب است زیرا پلاستیک ABS ذرات ساطع می کند که می تواند برای کاربر خطرناک باشد.
هنگام چاپ با این پلیمر ترموپلاستیک ، پردازش کمی لازم است ، این یک مزیت اصلی است که باعث صرفه جویی در وقت در تولید قطعات پیچیده می شود.
با کمی تغییر شکل مشاهده شده می توان آن را رنگ آمیزی کرد و به خوبی مقاوم کرد. سرانجام ، این ماده ای است که باید خشک نگه داشته شود زیرا رطوبت هوا را جذب می کند ، که پرینت آن را بسیار دشوارتر می کند. فیلامنت ABS در پرینتر سه بعدی

مزایا
- خواص مکانیک خوب :
این فیلامنت محکم ، سخت و بادوام شناخته شده است. این در برابر خراش مناسب است و مقاومت خوبی در برابر گرما ، برق و مواد شیمیایی روزمره دارد. ABS کمی انعطاف پذیر است و بنابراین شکننده تر از PLA است. اگر تیکه ای ازفیلامنت ABS را حرکت دهید و قبل از شکستن آن را دقیق نگاه کنید وبیشتر از حد معمول خم کنید ، در حالی که PLA خیلی راحت تر می شکند.
- پرداخت راحت :
ABS بسیار آسان تر از PLA است. همچنین می توان آن را با بخار استون ، که به طور کامل تمام خطوط لایه را از بین می برد و یک سطح تمیز و صاف را ایجاد می کند ، پرداخت کرد.
- قیمت ارزان و رقابتی نسبت به دیگر مواد مصرفی پیرنتر های سه بعدی: فیلامنت ABS در پرینتر سه بعدی
این یکی از ارزانترین فیلامنت های موجود است . ABS با توجه به خصوصیات مکانیکی برتر خود ارزش زیادی را نسبت به قیمت پرداخت شده ارائه می دهد.

معایب
- بخار سمی :
در حین پرینت ABS مواد شیمیایی بد بو و سمی ترشح می شود. در حالی که تمام فیلامنت ها ذرات فوق ریز (UFP) آزاد می کنند ، شناخته شده است که ABS مقدار بیشتری از ترکیبات آلی فرار خطرناک (VOC) مانند استایرن را منتشر می کند. تحقیقات نشان می دهد غلظت ذرات ABS 33 تا 38 برابر بیشتر از PLA بود. البته این مسئله می تواند براحتی با قرار دادن پرینتر در یک اتاق با تهویه مناسب حل شود.
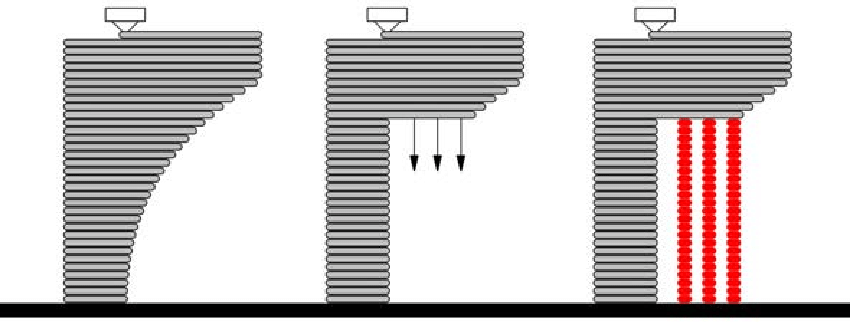
- شرایط سخت پرینت سه بعدی
این امر به مدیریت درجه حرارت مناسب نیاز دارد ، زیرا برای جلوگیری از ترک خوردگی یا تقسیم لایه ها باید به آرامی سرد شود. پیچش یا حلقه زنی نیز خصوصاً برای اشیایی که سطح ایستاده بزرگی دارند و پرینترهای سه بعدی غیر محصور هستند نیز مسئله ساز است. کاملاً به تختخواب گرم نیاز دارد. برای رفع این مشکل هم می توان از کاور برای پرینتر سه بعدی در حین پرینت استفاده کرد .
- حساسیت به اشعه ماورا بنفش (UV)
ABS به اشعه ماورا بنفش حساس است ، بنابراین می تواند در اثر تابش مستقیم خورشید آسیب ببیند. به همین دلیل ، پرینت سه بعدی قطعات خارجی با ABS توصیه نمی شود. PETG و ASA گزینه های خوبی برای چنین کاربردهایی هستند. فیلامنت ABS در پرینتر سه بعدی































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}