مروری بر 5 مشکل رایج در پرینت سه بعدی FDM
1. warping یا تاب برداشتن قطعه
مشکل تاب خوردگی پرینتر سه بعدی معمولاً زمانی رخ می دهد که یک شیء پس از چاپ به طور ناهموار سرد می شود. همان طور که می دانید سرد شدن باعث انقباض می شود و این انقباض باعث ایجاد تنش در امتداد سطوح جانبی جسم می شود. هرچه سرد شدن سریعتر اتفاق بیفتد ، فشار بیشتری بر جسم وارد می شود. 5 مشکل پرینت سه بعدی5 مشکل پرینت سه بعدی
این تنش در گوشه هایی که دو طرف به هم می رسند بیشتر است. در آنجا ، فشار کششی که از دو طرف اعمال می شود ، باعث تغییر شکل گوشه جسم و بالا و داخل آن می شود. نتیجه برای چشم خوشایند نیست و بعضی مواقع باعث می شود که جسم غیرقابل استفاده شود.
در واقع راه هایی برای جلوگیری از پیچش پرینترهای سه بعدی وجود دارد. افزایش دمای محیط برای افزایش زمان سرمایش یا بهبود جدی چسبندگی به بستر. خوشبختانه روشهای ساده ای برای انجام هر این مورد وجود دارد که به زودی به آنها می پردازیم.5 مشکل پرینت سه بعدی
هیت بد (Heat bed)
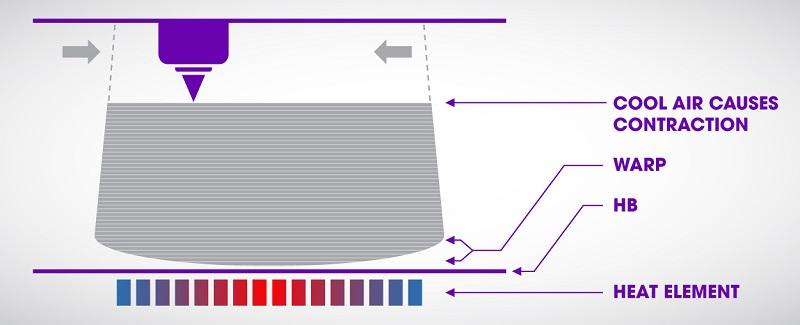
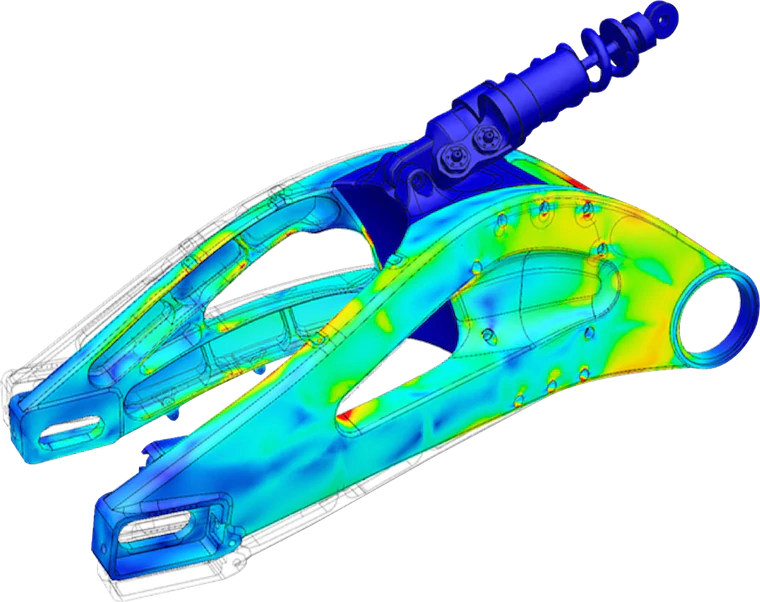
هیت بد ها یک راه حل همه جانبه برای پیچ خوردگی نیستند ، اما هنگامی که همراه با سایر عوامل پیشگیرانه استفاده شوند ، احتمال تاب خوردن اجسام شما را کاهش می دهند. نکته ای که در هیت بد باید به آن توجه کرد ممکن است لبه ها به اندازه کافی گرم نشوند (بسته به پرینتر شما). نمودار زیر علل شایع تاب خوردگی (WARPING) را نشان می دهد.
بنابراین اگر پرینت های بزرگ پیچ خورده باشند ، اما پرینت های مرکزی کوچکتر این را در نظر بگیرند.

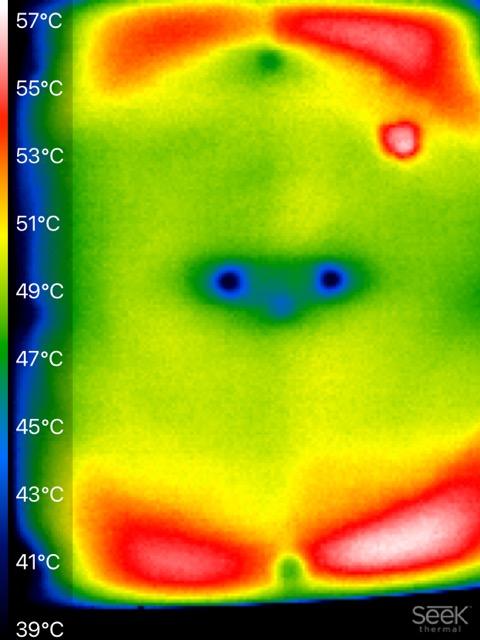
همچنین فرض کنید که گرمای تخت شما یکنواخت است. هنوز در حال پیچ خوردن ABS روی تخت گرم هستید؟ ممکن است به این دلیل باشد که عناصر گرمایش حتی زیر صفحه شیشه ای یا فلزی نیستند.
تصویر حرارتی زیر را مشاهده کنید و درجه حرارت نقاط مختلف هیت بد با درجه حرارت متفاوتی هستند .
نکته بعدی درباره این مسئله بسیار مهم است که چگونه مواد چاپ مختلف تحت تأثیر قرار می گیرند. به عنوان مثال ، PLA به هیت بد احتیاج ندارد. با این حال ، هنگامی که قطعه در دمای 50 درجه سانتیگراد چاپ می شود ، می تواند به چند لایه اول کمک کند تا کمی پیوسته تر بچسبند.
راههای دیگر برای جلوگیری از رفتارهای نادرست ABS ، همانطور که می تواند یک مسئله رایج باشد ، بهبود دمای محیط محفظه چاپ برای کند کردن سرمایش چاپ است.
نکته ای که در مورد Heat Bed باید به آن توجه کرد این است که عنصر گرمایش همیشه به یک اندازه و کاملا یکنواخت نیست ، این بدان معناست که ممکن است لبه ها به اندازه کافی گرم نشوند ،بسته به پرینتری که مورد استفاده قرار می گیرد. تصویر زیر نشان دهنده شایع پیچ خوردگی می باشد .5 مشکل پرینت سه بعدی
2.شکسته شدن فیلامنت داخل اکسترودر
یکی از ناامیدکننده ترین موارد در پرینت سه بعدی ، تجربه شکسته شدن فیلامنت در اکسترودر پرینت سه بعدی و عدم امکان خارج کردن آن است. به همین دلیل است که امروز این مقاله را برای کمک به شما در حل این مشکل و یادگیری نحوه حذف فیلامنت شکسته از پرینتر سه بعدی خود نوشتم.
بهترین راه برای شکسته شدن فیلامنت در اکسترودر ، برداشتن لوله PTFE و بیرون کشیدن رشته به صورت دستی است. از بین بردن این امر باید آسان باشد زیرا رشته هنوز از طریق لوله Bowden متصل است ، اما در غیر این صورت ، باید در اکسترودر شل باشد ، که با استفاده از موچین یا دم باریک یا هر وسیله دیگر که قابل جدا شدن است می توان استفاده کرد.

علل گیرکردن فیلامنت در لوله PTFE یا شکسته شدن آن :
برخی از دلایل اصلی که باعث شکسته شدن فیلامنت در اکسترودر و لوله می شود در زیر توضیح داده شده است. دانستن دلایل به شما کمک می کند تا از بروز این مشکل جلوگیری کنید.
- فشاربیش از حد مکانیکی در قسمت چرخ دنده
قرقره فیلامنت باید مستقیماً فشار مستقیم زیادی را تحمل کند زیرا مدت زمان زیادی در اطراف حلقه پیچ خورده است. بیشتر فیلامنت در حین پرینت سه بعدی شکسته می شود که در قرقره قرار می گیرد یا دارای انعطاف پذیری کم است به همین دلیل تحت استرس شدید می تواند تحت تأثیر قرار گیرد. قسمت هایی از فیلامنت ها که به صورت صاف نگه داشته می شوند ، شکنندگی بیشتری دارند.
- جذب رطوبت توسط فیلامنت مورد استفاده
فیلامنت ها معمولاً رطوبت را جذب می کنند ، به همین دلیل طبق تجربه توصیه می شود فیلامنت را در محلی نگه دارید که بتوان میزان جذب رطوبت را کاهش داد.
بسیاری از کاربران پرینتر سه بعدی با قرار دادن آن در کیسه پلاستیکی بزرگی که دارای دریچه ای برای بیرون کشیدن هوا است ، از شکستن رشته خود جلوگیری می کنند.
این یک مورد عالی است زیرا احتمال شکستن فیلامنت در زیر دنده اکسترودر را کاهش می دهد. البته لازم به ذکر است یکی از دلایلی که باعث افزایش احتمال شکستگی و جذب رطوبت می شود نگهداری و انبار کردن فیلامنت در شرایط نامناسب می باشد.
- با استفاده از فیلامنت کم کیفیت
مارک های فیلامنت های زیادی در بازار موجود است ، بسته به روند ساخت برخی از آنها انعطاف پذیری بیشتری نسبت به دیگران دارند.
فیلامنت های جدید و تازه میزان کشش بالایی را نشان می دهد که به آنها اجازه می دهد راحت تر خم شوند اما با گذشت زمان مستعد شکستگی می شوند.
با نگاهی به کیفیت چاپ بزرگ ، فیلامنت های بی کیفیت که از تولید یکنواخت مراقبت نمی کنند ، احتمالاً مشکل شکستن را دارند.
3. کیفیت بد لایه اول (یک از مهمترین موارد )
از مهمترین فاکتور های یک پرینت سه بعدی خوب، داشتن یک لایه خوب و تمیز است، اگه خیالتان از لایه اوله راحت شود، میتوانید به احتمال 90% از ادامه چاپ سه بعدی اطمینان کسب کنید.زیرا پایه ای را تشکیل می دهد که لایه های بعدی روی آن قرار می گیرد.
کیفیت بد لایه اول پرینت سه بعدی یکی از مشکلاتی است بسیار بروز می دهد.
اگر لایه اول ضعیف به هیت بد بچسبد ، ممکن است قطعه پرینت قبل از تکمیل جدا شود و منجر به خرابی شود.
از چسبندگی بیش از حد نیز باید خودداری شود ، زیرا برداشتن چاپ دشوار است. لایه اول ایجاد تعادل بین ثبات پرینت و سهولت برداشتن بعد از اتمام پرینت است.
بسیار مهم است که اولین لایه چاپ شما به شدت به هیت بد پرینتر سه بعدی متصل باشد تا بقیه قسمت شما بر روی این پایه ساخته شود.به خصوص هنگام چاپ با فیلامنت ABS
اگر لایه اول به پلتفرم نچسبد ، بعداً مشکلاتی را ایجاد می کند.
روشهای مختلفی برای کنار آمدن با این مشکلات چسبندگی لایه اول وجود دارد ، بنابراین ما چندین دلیل معمول را در زیر بررسی خواهیم کرد و نحوه پرداختن به هر یک را توضیح خواهیم داد.
برای شروع ، هیت بد (Heat bed) پرینتر خود را به درستی تراز کنید.کیفیت بد لایه اول پرینت سه بعدی
بسیاری از چاپگرهای جدید دارای کالیبراسیون خودکار هستند ، در صورتی که این آپشن برای پرینتر شما امکان پذیر نیست ، فقط مطمئن شوید که توالی تسطیح را از قبل اجرا کرده اید.
در این مقاله به بررسی دلایل بروز این مشکل می پردازیم .
• تنظیمات اشتباه لایه اول پرینت در نرم افزار اسلایسر
گام اصلی در تضمین اولین لایه موفقیت آمیز ، بهینه سازی تنظیمات پرینت سه بعدی است. با تنظیم اولین تنظیمات لایه در اسلایسر خود ، می توانید بدون تغییر در شکل ظاهری بقیه پرینت ، از موفقیت لایه اول اطمینان حاصل کنید. در اینجا برخی از مفیدترین تنظیمات وجود دارد .کیفیت بد لایه اول پرینت سه بعدی
چاپ لایه اول و دمای هیت بد (Heat Bed)
این تنظیمات دمایی را که پرینتر سه بعدی شما لایه اول را چاپ می کند تغییر می دهد. دمای بالاتر باعث می شود که پلاستیک بهتر ذوب شود و به بستر بچسبد ، بنابراین سعی کنید دما و نازل و بستر را هر کدام حدود 5 درجه سانتیگراد بالاتر از قبل ببرید.
عرض لایه اول
این تنظیم ،عرض خطوط خارج شده از پرینتر سه بعدی شما را تغییر می دهد. یک تنظیم عرض خط بالاتر باعث می شود که لایه های شما به درون هیت بد بچسبد و سطح بیشتری را در بر گیرد واحتمال خرابی را کاهش دهند. به طور معمول می توانید این تنظیمات را به دو برابر اندازه قطر نازل پرینتر سه بعدی خود قرار دهید (که معمولاً 0.4 میلی متر است).
ارتفاع لایه اول
تنظیم ارتفاع لایه اول شما را تغییر می دهد. مقدار بالاتر در لایه اول اثرات خطاهای جزئی در کالیبره کردن را کاهش می دهد ، و به طور موثر ضریب اطمینان را افزایش می دهد. به طور معمول می توانید با یک نازل استاندارد 0.4 میلی متر تا حدود 0.3 میلی متر بروید.
سرعت پرینت لایه اول
این تنظیم سرعت اکسترود شدن لایه اول را تغییر می دهد. پرینت آهسته تر زمان بیشتری را برای ذوب شدن پلاستیک فراهم می کند ، تاثیری مشابه افزایش دمای چاپ دارد. اگر ارتفاع لایه یا عرض لایه را افزایش داده اید ، ممکن است بخواهید این راه حل هم امتحان کنید.کیفیت بد لایه اول پرینت سه بعدی
• نظافت سطح پرینت یا هیت بد (Heat bed)
اگر سطح چاپ شما کثیف و چرب باشد ، تنظیمات لایه اول تازه تنظیم شده شما کار زیادی نمی کند. لایه اول به احتمال زیاد نمی تواند چسبیده و چاپ شما خراب شود. برای جلوگیری از این مسئله ، قبل از هر پرینت ، یا حداقل بین چند مورد ، تخت چاپ خود را پاک کنید.
این را می توان با الکل ایزوپروپیل و یک حوله کاغذی انجام داد. فقط چند ثانیه طول می کشد ، اما برای کیفیت لایه اول امری تاثیر گذار است.کیفیت بد لایه اول پرینت سه بعدی

• نازل خیلی دور از هیت بد قرار بگیرد
برای کیفیت بد لایه اول پرینت سه بعدی پس از اینکه سطح هیت بد شما به طور مناسب کالیبره شد ، هنوز باید مطمئن شوید که نازل نسبت به سطح هیت بد در ارتفاع صحیح شروع می شود.
هدف شما این است که اکسترودر خود را در فاصله ای کاملاً دور از صفحه ساخت قرار دهید – نه خیلی دور و نه خیلی نزدیک. برای چسبندگی خوب به صفحه ساخت ، می خواهید فیلامنت شما در برابر صفحه ساخت کمی له شود.
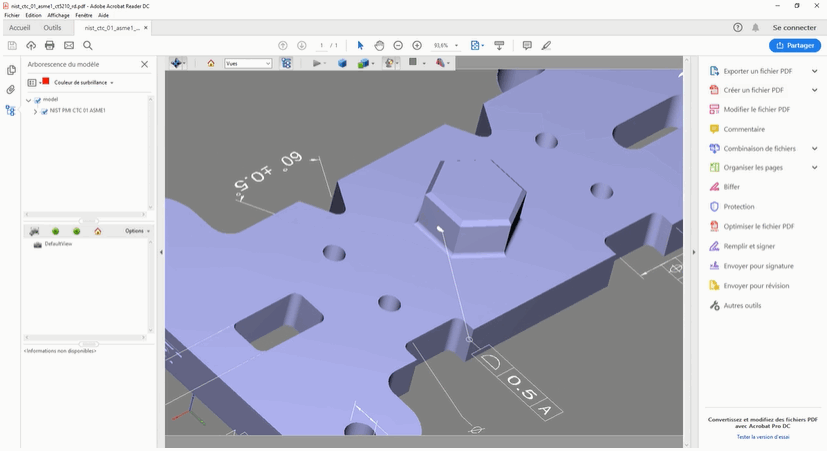
اگرچه می توانید این تنظیمات را با اصلاح سخت افزار تنظیم کنید ، انجام این تغییرات از Simplify3D معمولاً بسیار راحت تر (و دقیق تر!) برای این کار ، روی “Edit Process Settings” کلیک کنید تا تنظیمات فرآیند شما باز شود و سپس به تب G-Code بروید. برای ایجاد تنظیمات بسیار دقیق در موقعیت نازل می توانید از Z-Axis global G-Code Offset استفاده کنید.کیفیت بد لایه اول پرینت سه بعدی
به عنوان مثال ، اگر برای offset محور G-Code -0.05 میلی متر وارد کنید ، نازل شروع به چاپ 0.05 میلی متر نزدیکتر به سکوی ساخت شما می کند.
مراقب باشید فقط تنظیمات کوچکی روی این تنظیم انجام دهید. ضخامت هر لایه از قسمت شما معمولاً فقط حدود 0.2 میلی متر است(کیفیتی که در بیشتر مواقع پرینت می کنیم 200 میکرون هست ) ، بنابراین یک تنظیم کوچک تا حد زیادی طول می کشد.

- با توجه به این مشکل یکی از راه حل های موجود برای بر طرف کردن این مسئله می توان از چسب های مختلف استفاده کرد ولی باید به این موضوع دقت داشت که استفاده بیش از حد لازم می تواند باعث آسیب دیدن سطح پرینت شما شود و قطعه پرینت شده با قسمتی از شیشه جدا شود .کیفیت بد لایه اول پرینت سه بعدی
برای اینکه کیفیت بد لایه اول پرینت سه بعدی بروز ندهد ، نکات ذیل را مدنظر داشته باشید:
استفاده از چسب به حد کافی برای کمک به چسبندگی لایه اول به هیت بد:
این شامل اسپری مو ، نوار نقاشی آبی و چسب خانگی استاندارد است. این موارد به چسبیدن مواد کمک می کند ، و همچنین به عنوان مواد آزاد کننده برای مواد بسیار خوب چسبیده ، جلوگیری می کند و از آسیب رسیدن به سطح پرینت شما جلوگیری می کند. یک لایه نازک می تواند این کار را انجام دهد و مفید واقع شود.
5 مشکل پرینت سه بعدی
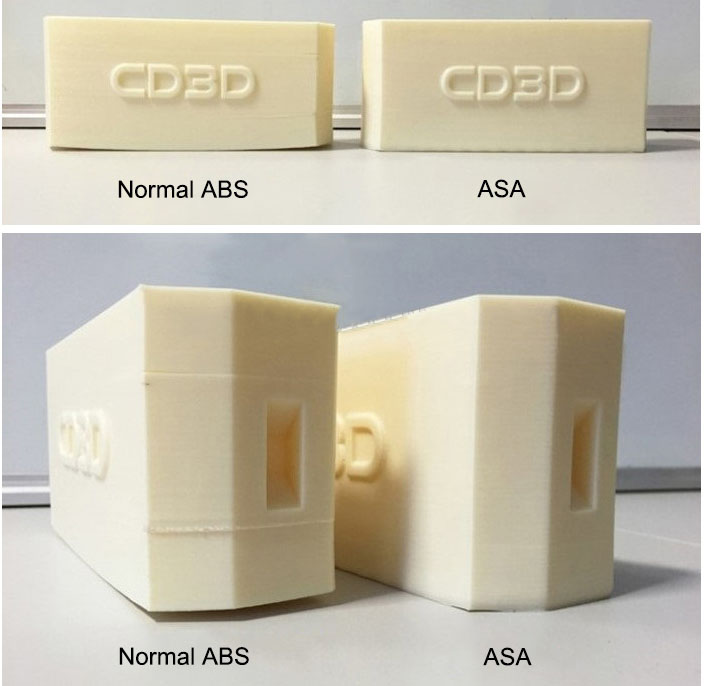
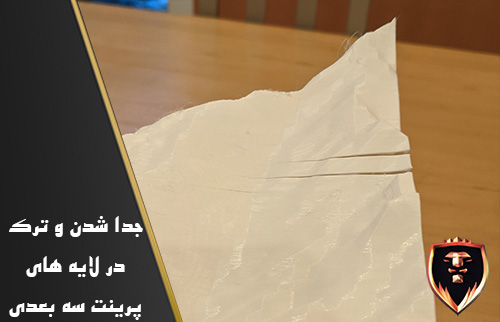
5. اخرین مورد جدا شدن و ترک در لایه ها
جدا شدن و ترک در لایه های پرینت سه بعدی بیشتر در پرینت های ABS اتفاق می افتد ، اگر خدمات پرینت انجام داده باشید در جریان هستید که ABS بیشتر برای کاربرد های صنعتی استفاده می شود و مشتریان رقبت بیشتری برای کار با این متریال دارند .
اما سختی پرینت ABS باعث مشکل برای کاربران پرینت سه بعدی می شود که ما تصمیم به بررسی و حل این موضوع گرفتیم و امیدوارم مشکلات شما نیز برطرف شود .
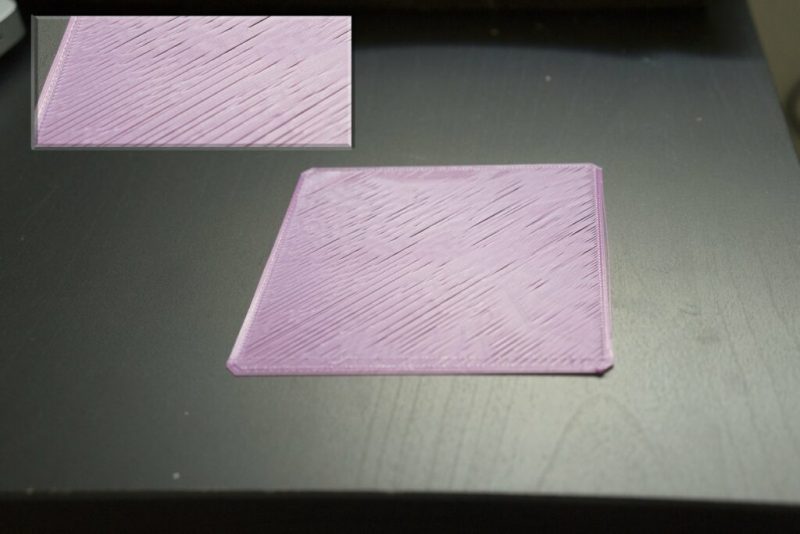
جدا شدن و ترکه در لایه های پرینت سه بعدی ، یک مسئله چاپ سه بعدی است که شامل چسبندگی ضعیف لایه به لایه است. این مشکل مشابه چسبندگی ضعیف لایه اول است ، زمانی که شما بین لایه اول پرینت خود و سطح ساخت پیوند ضعیفی دارید.
در حالی که چسبندگی ضعیف لایه اول می تواند به قسمتی با پایه تاب دار منجر شود ، جداسازی لایه می تواند پرینت های بسیار معیوب با ترک های قابل مشاهده بین لایه ها ایجاد کند. لایه لایه شدن به دلیل پیوندهای ضعیف لایه های میانی رخ می دهد ، هنگامی که یک لایه به اندازه کافی به لایه زیرین نمی چسبد. این می تواند به دلایل مختلفی از جمله دمای بسیار پایین ، سرد شدن بیش از حد ، ارتفاع زیاد لایه ، پایان داغ ناخالص و موارد دیگر رخ دهد.
در این مقاله ، ما راه حل های مختلف را بررسی می کنیم که به جلوگیری از به وجود آمدن ترک در چاپ سه بعدی شما کمک می کند.

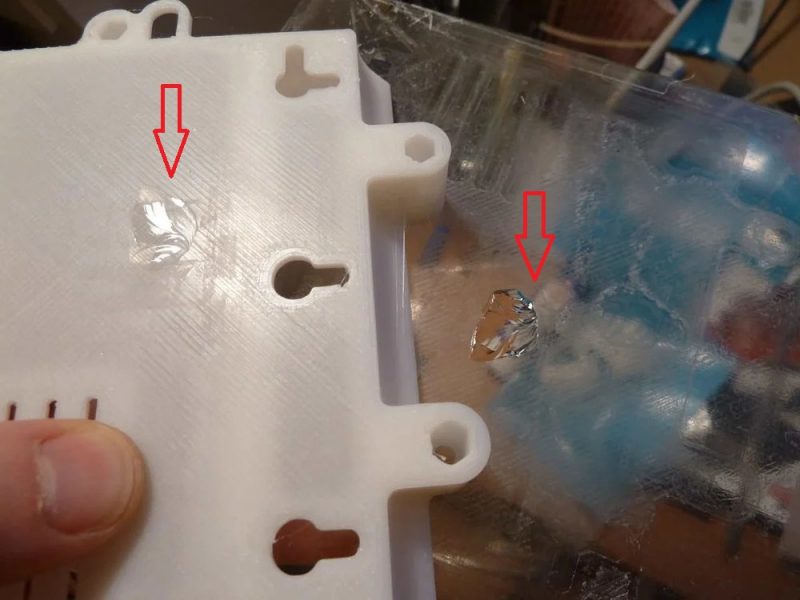
• تمیز بودن hot end
پس از استفاده طولانی مدت ، hot end شما ممکن است کمی کثیف شده و احتمالاً حتی تا حدی (یا به طور کامل) مسدود شود. یک گرفتگی جزئی (یا کامل) به طور قابل توجهی روی اکستروژن پرینتر شما تأثیر می گذارد. به طور خاص ، کاهش مواد اکسترود شده می تواند پیوند بین لایه ها را کاهش دهد و مسائلی مانند جداسازی لایه ایجاد کند.
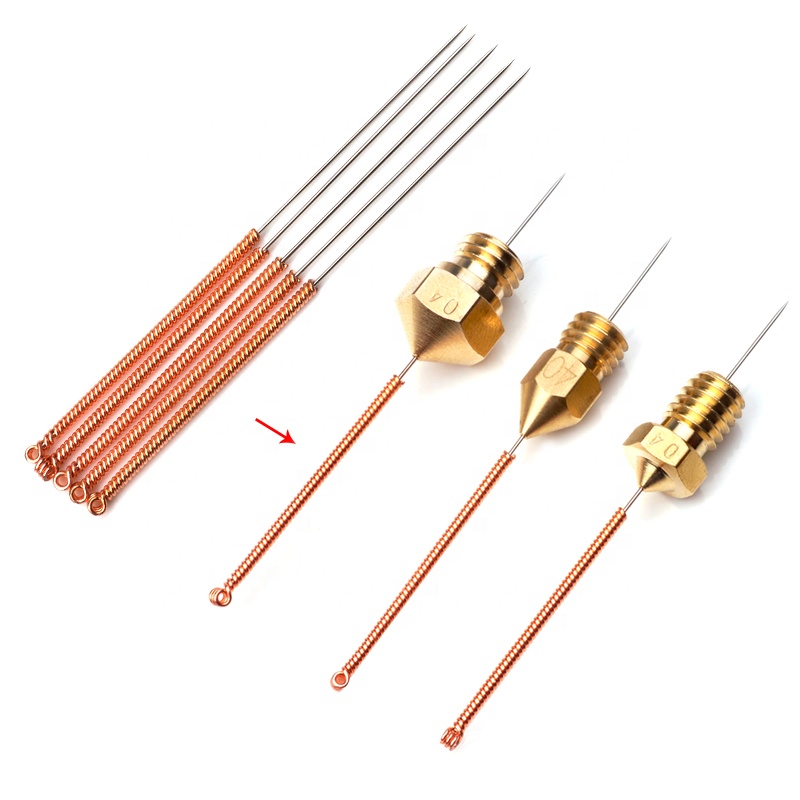
بنابراین ، اولین نکته ما این است که هر چند وقت یکبار hot end پرینتر خود را تمیز کنید تا اطمینان حاصل کنید که اکستروژن همیشه عاری از گرفتگی و گرفتگی است. برای انجام این کار ، کافی است هات اند خود را به دمای معمول پرینت خود گرم کنید و (با استفاده از نوعی فلز) هرگونه تجمع را از hot endخود حذف کنید. علاوه بر این ، فراموش نکنید که از یک سوزن برای تمیز کردن نازل خود استفاده کنید. و اگر فکر می کنید در حالت فوق العاده نیست ، جایگزینی ارزان و آسان برای نصب است .
از آنجا که تمیز کردن hot end و نازل دردسر چندانی ندارد ، می توانید هر چند وقت یکبار به عنوان یک اقدام پیشگیرانه این کار را انجام دهید ، حتی اگر جدایی لایه را مشاهده نمی کنید. با این کار احتمال بروز سایر مسائل مربوط به کیفیت چاپ بعداً کاهش می یابد.
• کاهش سرعت پرینت
سرعت چاپ را کاهش دهید ، که برای بسیاری از مسائل راه حل مناسبی است ، اما باعث افزایش اکستروژن شما در هنگام چاپ می شود.
به خصوص اگر می خواهید با عجله چاپ کنید و تنظیمات سرعت خود را فراتر از توصیه های سازنده فیلامنت قرار داده اید ، این می تواند منبع هر گونه مشکل اکستروژن باشد. اگرچه سرعت چاپ بالا از نظر فنی به این معنی است که فیلامنت سریعتر از طریق نازل جریان می یابد ، اما اگر دمای hot end به اندازه کافی بالا نباشد ، مشکلات اکستروژن و جدایی احتمالی لایه ها را خواهید داشت. کاهش سرعت چاپ زمان بیشتری را برای داغ شدن ذرات و ذوب شدن فیلامنت می دهد.
هنگام تنظیم ، باید سرعت چاپ خود را بسته به متریال خود در حدود 5 تا 10 میلی متر بر ثانیه کاهش دهید ، تا زمانی که آن را به حدود 50 درصد از مقدار اصلی کاهش دهید. اگر هنوز جداسازی لایه را مشاهده می کنید ، به احتمال زیاد علت سرعت نیست.
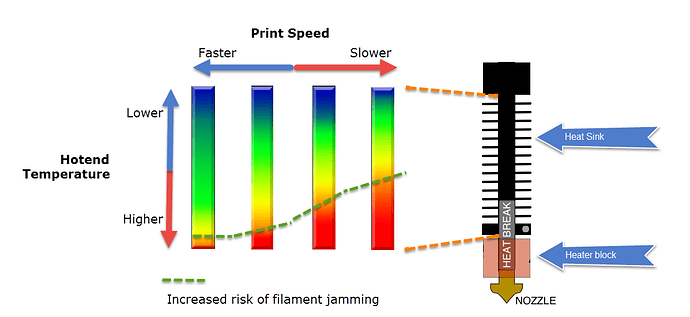
• افزایش دمای hot end
نکته بعدی برای حل لایه لایه شدن و ترک خوردن قطعه، افزایش دمای داغ است ، که باید اکستروژن چاپ شما را افزایش دهد. هنگامی که دمای داغ بسیار پایین است ، فیلامنت زمان کافی برای ذوب شدن ندارد و باعث ایجاد مشکلاتی مانند کاهش اکستروژن می شود. با این حال ، دمای hot end نیز بر میزان خوب بودن لایه ها یو پیوند چاپ در طول و پس از فرآیند پرینت تأثیر می گذارد.5 مشکل پرینت سه بعدی
شکی نیست که دمای نازل بالاتر قطعات قوی تری را تولید می کند و این ادعا بارها در آزمایش هایی مانند آزمایشات CNC Kitchen ثابت می شود. نازل داغتر جریان فیلامنت را بیشتر تولید می کند و این ماده اضافی پیوند بین لایه ها را افزایش می دهد. علاوه بر این ، لایه های رشته ای که یک پرینت را تشکیل می دهند برای جوش خوردن به گرما نیاز دارند ، بنابراین طبیعتاً تأمین گرمای بیشتر به این روند کمک می کند.
هنگام بالا بردن دمای hot end برای بهبود پیوندهای لایه و حل ترک خوردن و لایه لایه شدن ، ابتدا دمای خود را حدود 10 درجه سانتی گراد افزایش دهید.
اگر مشکل همچنان ادامه داشت ، به افزایش دمای نازل خود در فواصل 5 درجه ادامه دهید. سعی کنید این کار را تا زمانی که مشکل برطرف شود یا تا زمانی که به حداکثر دمای پرینتر خود نرسیده اید یا از محدوده دمای فیلامنت خود فراتر نرفته اید ، انجام دهید. اگر این اتفاق می افتد و شما هنوز در حال مشاهده لایه برداری هستید ، احتمالاً دمای hot end ، دلیل مشکلات جداسازی لایه شما نیست.
• افزایش flow rate
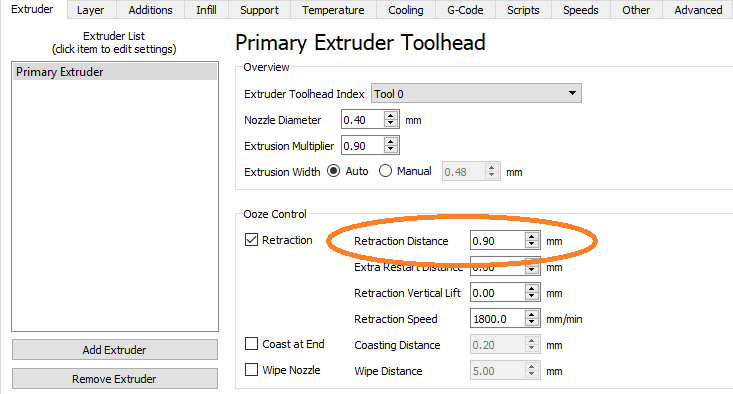
در رابطه با دو راه حل قبلی ، نکته چهارم ما افزایش سرعت جریان (ضرب اکستروژن) در تنظیمات اسلایسر سه بعدی است. با این حال ، قبل از انجام این کار ، مطمئن شوید که مراحل تنظیمات کامپیوتری را به درستی روی چاپگر خود تنظیم کرده اید ، زیرا مراحل جریان و تنظیمات اسایسر در کنار هم قرار می گیرند.
سرعت جریان تعیین می کند که اکسترودر چگونه سریع فیلامنت را در hot end (برای سرعت چاپ معین) تغذیه می کند. تغییر سرعت جریان یک روش رایج برای حل مسائل اکستروژن مانند اکستروژن زیاد یا اکستروژن پایین است و همچنین می تواند جداسازی لایه را حل کند. افزایش سرعت جریان باعث افزایش مقدار رشته ای می شود که از طریق نازل عبور می کند و همانطور که قبلاً گفتیم ، اکسترود بیشتر مواد به معنای فرصت بیشتری برای پیوند لایه ها است.
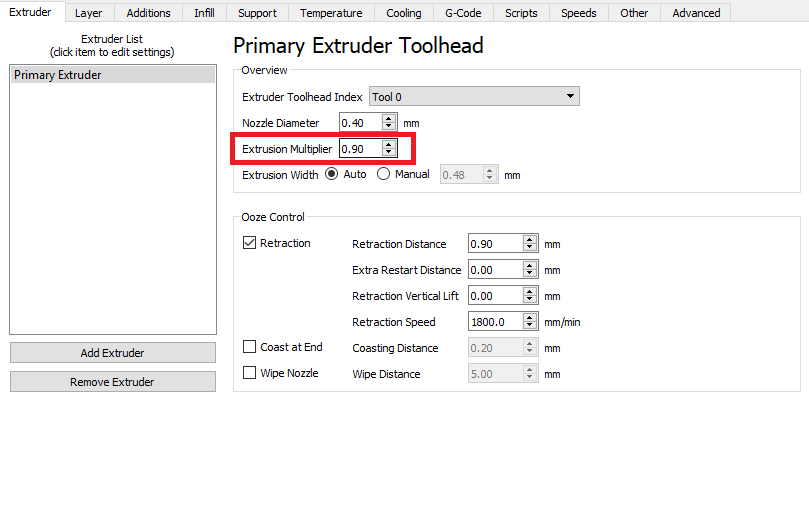
تنظیمات نرم افزار simplify3D
تنظیم سرعت جریان می تواند محل مناسبی برای شروع (پس از افزایش دما) برای از بین بردن جداسازی لایه باشد. هنگام افزایش میزان جریان خود ، این کار را با افزایش 5 درصدی انجام دهید تا زمانی که یا مشکل برطرف شود یا دچار اکستروژن بیش از حد نشوید. اگر این اتفاق بیفتد ، به این معنی است که شما بیش از حد پیش رفته اید و احتمالاً میزان جریان علت مشکل نیست.
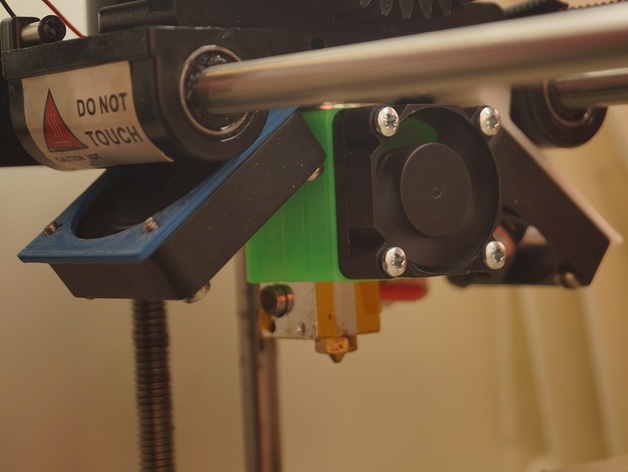
• تنظیمات قسمت خنک کننده
همانطور که جریان بیش از حد هوا می تواند باعث پیچ خوردگی لایه اول قطعات شود ، خنک شدن بیش از حد ، می تواند باعث ترک و جداشدن لایه های میانی شود. همانطور که می دانیم ، گرما برای همجوشی لایه ها مورد نیاز است ، بنابراین اگر لایه ها به سرعت سرد شوند ، اتصال آنها سخت تر می شود.
برای رفع این مشکل ، سرعت فن خنک کننده خود را 10 درصد کاهش دهید تا مشکل برطرف شود یا سایر خطاهای چاپ را تجربه کنید. از این که سرعت فن خنک کننده خود را تا 0٪ پایین بیاورید نترسید ، مخصوصاً برای موادی که حساس به خنک کننده مانند ABS هستند.
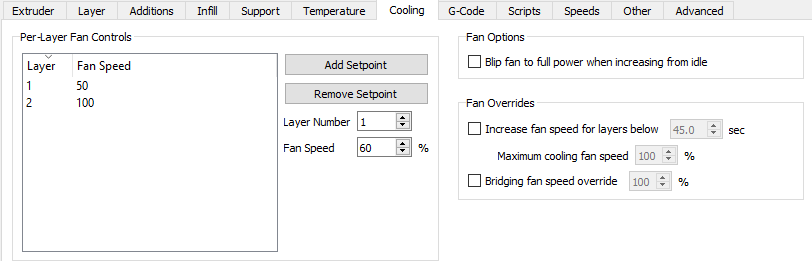
تنظیمات نرم افزار simplify3D
در حالی که جریان هوا در درجه اول از فن خنک کننده پرینتر شما تولید می شود ، می تواند از شرایط ناخواسته نیز ناشی شود. برای بررسی اینکه آیا علت جداسازی لایه شما این است ، می توانید یک قطعه آزمایشی را با سرعت پایین فن چاپ کنید در حالی که چاپگر خود را در یک محیط کنترل شده نگه دارید ، مانند یک اتاق بسته یا (موقت) در یک کیسه زباله برای جلوگیری از جریان هوا. اگر جداسازی لایه را مشاهده نمی کنید ، خنک شدن بیش از حد علت جدایی لایه شما است و باید محفظه ای برای پرینتر خود بسازید یا خریداری کنید.
• کاهش ارتفاع لایه های پرینت
ارتفاع لایه به اندازه کافی می تواند به لایه لایه شدن در چاپ کمک کند ، تنظیمات ارتفاع لایه را در دستگاه برش خود کاهش دهید. ارتفاع لایه دقیقاً همان چیزی است که به نظر می رسد ، اما می توانید آن را به عنوان فاصله تا محور Z که هد چاپ قبل از شروع یک لایه جدید تغییر می دهد ، در نظر بگیرید.
ارتفاع لایه معمولاً بر اساس قطر نازل شما تعیین می شود و ارتفاع لایه معمولی برای نازل با قطر 0.4 میلی متر 0.2 میلی متر است. هرچه ارتفاع لایه کوچکتر باشد ، پرینتر شما می تواند به جزئیات بیشتری برسد. هرچه این مقدار بزرگتر باشد ، قطعات قوی تر خواهند بود. اگر ارتفاع لایه بسیار زیاد باشد ، لایه های جداگانه به اندازه کافی نزدیک نمی شوند که به طور موثر بچسبد ، به طور بالقوه باعث لایه لایه شدن می شود.
اگر از نازل استاندارد 0.4 میلی متر با ارتفاع لایه بالای 0.2 میلی متر استفاده می کنید و جداسازی لایه را تجربه می کنید ، سعی کنید به ارتفاع لایه 0.2 میلی متر برگردید. اگر ارتفاع لایه 0.2 میلی متر نیز کار نمی کند ، ممکن است بخواهید حتی پایین تر بروید. با این حال ، اگر ارتفاع لایه ای به اندازه 0.16 میلی متر کار نمی کند ، احتمالاً دلیل لایه لایه شدن شما نیست.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}