کاربرد پرینتر سه بعدی در پزشکی قسمت اول
پرینتر سه بعدی
کاربرد پرینتر سه بعدی در پزشکی
حتی در ایران همه پرینتر سه بعدی در صنعت پزشکی چای خودش را پیدا کرده و چند شرکت فعال در این حوضه فعالیت میکنند.
آینده پرینتر سه بعدی در ایران و جهان بسیار روشن و امید بحش است.
پرینت سه بعدی در پزشکی
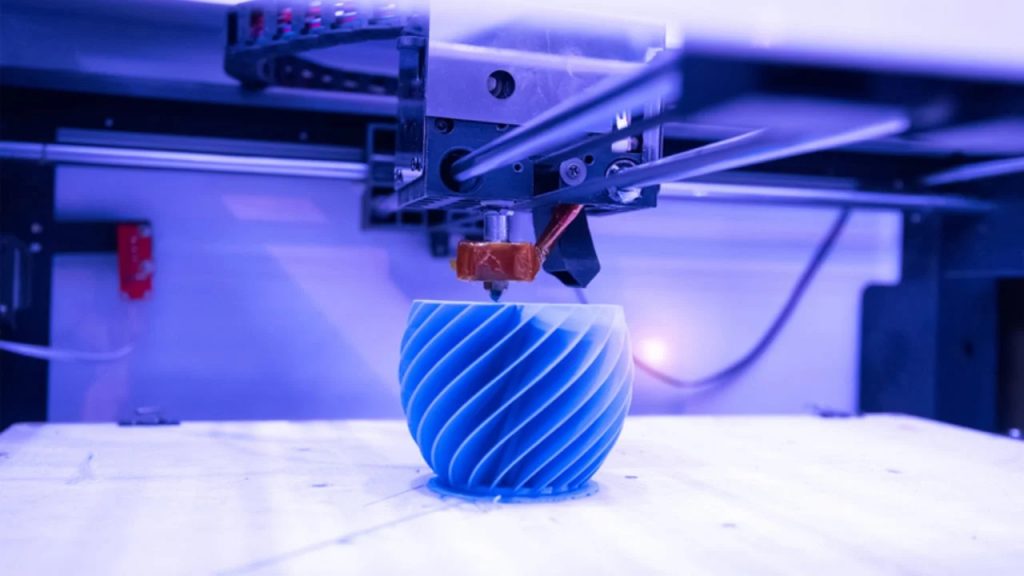
نجات جان انسان ها از بزرگترین و چالش برانگیر ترین کارها در طول تاریخ تمدن بشری است، با گذشت سالها، شاهد پیشرفت روز افزون تکنولوژی در صنعت پزشکی بودیم،
با ورود پرینتر سه بعدی به حوضه پزشکی بسیاری از محدودیت ها از میان برداشته و عمل پزشکی جان تازه ای گرفت.
L’Oreal
Dianne Feinstein
کمپانی 3D BABIES
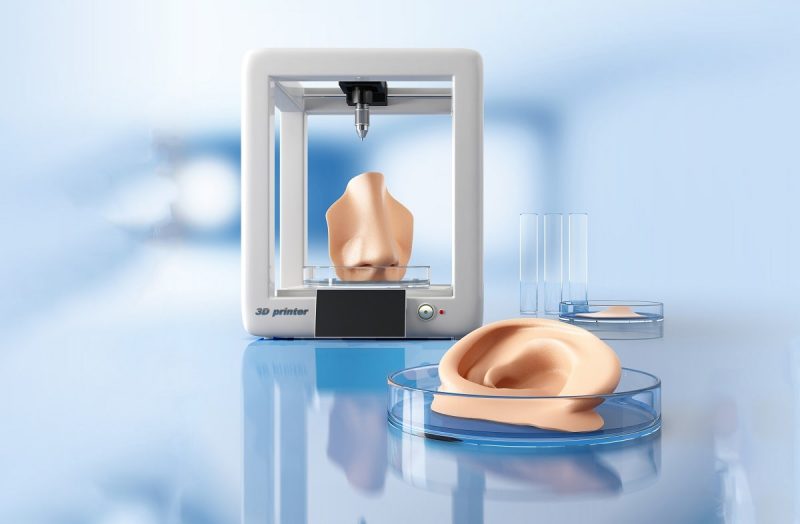
چاپ پوست انسان توسط پرینتر سه بعدی
یکی از جالب ترین کارهای صورت گرفته توسط پرینت سه بعدی تولید پوست انسان بوده است، هنوز راه زیادی برای محقق شدن این رویا وجود دارد، ولی شروع کار به سالها پیش برمیگردد.
به این روش به اختصادر بایوپرینتینگ میگویند که با تکثیر سلول های زنده انجام میشود. دانشمندان میگویند تا سال 2025 پرینت پوست به بالاترین دقت و کیفیت محقق میشود.این نوع پرینترهای خاص و منحصر به فرد قیمتی حدود 1 میلیارد دلار خواهند داشت.
یکی از موفق ترین صنایع بهداشتی و آرایش در اروپا L’Oreal است، این شرکت در سال 2013 نزدیک به یک میلیارد دلار برای تحقیق و نوآوری هزینه کرده است
این شرکت که بزرگترین شرکت محصولات زیبایی و آرایشی و بهداشتی، همکاریهایی را با مرکز زیست فناوری ایالات متحده ONVO به منظور دستیابی به فناوری تولید پوست زنده توسط پرینترهای سه بعدی آغاز کرده است. در حال حاضر هدف این مجموعه تولید پوست برای آزمایش محصولات آرایشی و بهداشتی میباشد.
L’Oreal
سالیان زیادی این شرکت پوست تولید میکرد، اوایل کار بر روی حیوانات انجام میشد، سپس به پرورش پوست در ازمایشگاه پرداختند که سختی های خودش را داشت.
ولی با ورود پرینتر سه بعدی به این عرصه روند کار سرعت بالاتری گرفت.
چاپ سهبعدی با استفاده از سلولهای زنده در مقایسه با پرورش پوست در آزمایشگاه بسیار سریعتر خواهد بود و با استفاده از این روش شرکتهای تولید کننده محصولات آرایشی و بهداشتی میتوانند با سرعت و کیفیت خیلی بیشتری نمونههای آزمایشی خود را تهییه کنند.
بدین صورت بود که در ازمایشگاه های فرانسوی به پرورش پوست میپرداختند و به آن رنگدانه اضافه میکردند و سن بافت پوست را افزایش میدادند.
این روند سخت و زمانبر بود
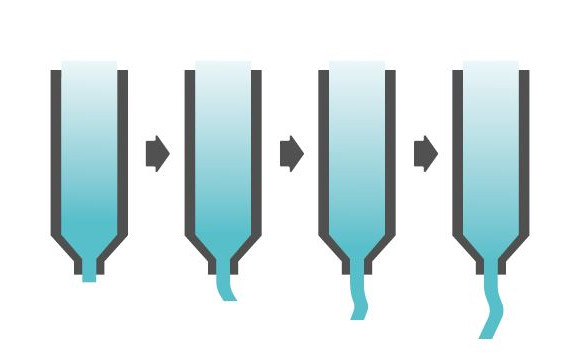
همه میدانیم که پوست نازک است، ولی برای پرینتر سه بعدی این یک مزیت تلقی میشود. روند کار پرینتر سه بعدی بافت زنده بدین صورت است که در پرینتر ها یک سرنگ حاوی محلولی از سلول هاید زنده در امتداد بافت حرکت میکند و به آرامی فشرده میشود.و سپس با توجه به ضخامت مورد نظر چندین لایه به آن اضافه میگردد.
یکی دیگر از مزایا این روش این است که میتوان محتوای سرنگ را مناسب هر پوست حساسی از زنانه تا مردانه – از سفید تا سیاه تغییر داد.
کاربرد پرینتر سه بعدی در پزشکی
ساخت غضروف مصنوعی با استفاده از پرینتر سه بعدی
یکی از چالش برانگیز ترین دستاورد های پرینت سه بعدی در ساخت غضروف مصنوعی بود
موسسه پزشکی به نام Feinstein موفق به کشف روشی برای ساخت بافت غضروفی به کمک پرینتر سهبعدی شده که میتواند برای ترمیم ریه آسیب دیده مورد استفاده قرار گیرد
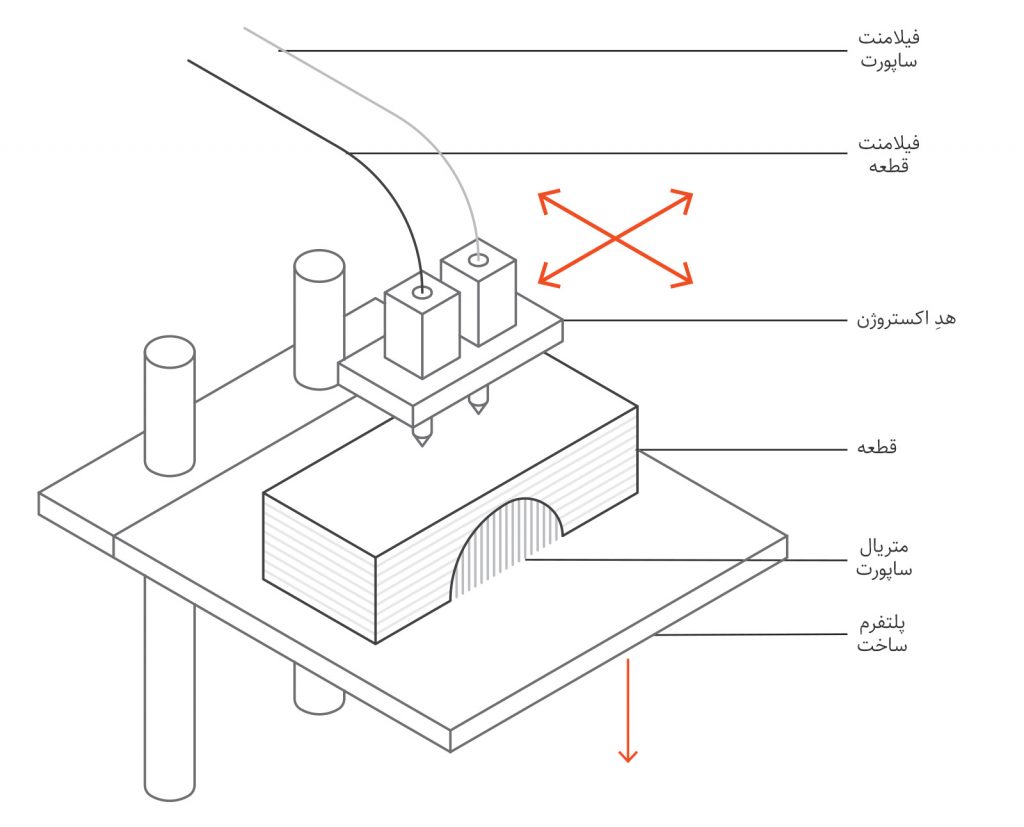
این موسسه در ابتدا اقدام به پرینت یک ریه پلاستیکی با استفاده از پرینتر های سه بعدی FDM کرد و سپس با کشت سلول های غضروفی و کلاژن برای مدتی در یک راکتور شتاب دهنده رشد مخصوص برای مصارف پزشکی محیطی به وجود آورد که کاملا مناسب تکثیر سلول بود، بدین صورت سلولها بهتدریج رشد کرده و درنهایت یک بافت غضروفی به شکل قالب اولیه ایجاد خواهد شد.کاربرد پرینتر سه بعدی در پزشکی
محققان سوئدی موفق شدند با استفاده از پرینتر سهبعدی زیستی و استخراج هیروژل از سلولهای غضروف، نمونههایی مصنوعی از این عضو را
تولید کرده و در بدن موشها قرار دهند.این موشها شش هفته عمر دارند و این نمونه چاپ شده در بدن آنها طی 60 روز به غضروف کامل تبدیل خواهد شد.
برای تحریک این غضروف مصنوعی به رشد و تکمیل از سلولهای بنیادی استفاده میشود و محققان اعلام کردند که پس از تحریک با سلول بنیادی رگهای خونی در این نمونه ایجاد میشود.
پروفسور پائول گوتنهولم مسئول تیم تحقیقاتی این پروژه اعلام کرد: ما ثابت کردیم که هیدروژل تولید شده با چاپ سهبعدی میتواند به کمک سلولهای بنیادی رشد کند و در بدن موشها آزمایش شود.
وی افزود: با توجه به نتایجی که ما در این تحقیق به آنها دست یافتیم محققان میتوانند در آینده اقدام به تولید اعضای مختلف بدن برای بیماران کنند.
در حال حاضر تولید اعضای بدن به کمک چاپ سهبعدی بیشتر به یک رویا شبیه است اما تلاش محققان سوئدی نشان میدهد که این رویا میتواند در آینده به حقیقت بدل شود.
با گذشت زمان خیلی کم قیمت این نوع پرینترها کاهش می یابد و بازار رقابتی به وجود می آید، امید بر این است که شاهد پیشرفت عظیمی در علم پزشکی و روشهای پیوند اعضاء باشیم.کاربرد پرینتر سه بعدی در پزشکی
ساخت غضروف مصنوعی با استفاده از پرینتر سه بعدی
یکی از چالش برانگیز ترین دستاورد های پرینت سه بعدی در ساخت غضروف مصنوعی بود
موسسه پزشکی به نام Feinstein موفق به کشف روشی برای ساخت بافت غضروفی به کمک پرینتر سهبعدی شده که میتواند برای ترمیم ریه آسیب دیده مورد استفاده قرار گیرد
این موسسه در ابتدا اقدام به پرینت یک ریه پلاستیکی با استفاده از پرینتر های سه بعدی FDM کرد و سپس با کشت سلول های غضروفی و کلاژن برای مدتی در یک راکتور شتاب دهنده رشد مخصوص برای مصارف پزشکی محیطی به وجود آورد که کاملا مناسب تکثیر سلول بود، بدین صورت سلولها بهتدریج رشد کرده و درنهایت یک بافت غضروفی به شکل قالب اولیه ایجاد خواهد شد.کاربرد پرینتر سه بعدی در پزشکی
محققان سوئدی موفق شدند با استفاده از پرینتر سهبعدی زیستی و استخراج هیروژل از سلولهای غضروف، نمونههایی مصنوعی از این عضو را
تولید کرده و در بدن موشها قرار دهند.این موشها شش هفته عمر دارند و این نمونه چاپ شده در بدن آنها طی 60 روز به غضروف کامل تبدیل خواهد شد.
برای تحریک این غضروف مصنوعی به رشد و تکمیل از سلولهای بنیادی استفاده میشود و محققان اعلام کردند که پس از تحریک با سلول بنیادی رگهای خونی در این نمونه ایجاد میشود.
پروفسور پائول گوتنهولم مسئول تیم تحقیقاتی این پروژه اعلام کرد: ما ثابت کردیم که هیدروژل تولید شده با چاپ سهبعدی میتواند به کمک سلولهای بنیادی رشد کند و در بدن موشها آزمایش شود.
وی افزود: با توجه به نتایجی که ما در این تحقیق به آنها دست یافتیم محققان میتوانند در آینده اقدام به تولید اعضای مختلف بدن برای بیماران کنند.
در حال حاضر تولید اعضای بدن به کمک چاپ سهبعدی بیشتر به یک رویا شبیه است اما تلاش محققان سوئدی نشان میدهد که این رویا میتواند در آینده به حقیقت بدل شود.
با گذشت زمان خیلی کم قیمت این نوع پرینترها کاهش می یابد و بازار رقابتی به وجود می آید، امید بر این است که شاهد پیشرفت عظیمی در علم پزشکی و روشهای پیوند اعضاء باشیم.کاربرد پرینتر سه بعدی در پزشکی
ساخت مجسمه جنین با استفاده از پرینتر سه بعدی است !!
پرینتر سه بعدی در همه زمینه های پزشکی با شیب زیادی ورود کرده، یکی دیگر از موفقیت های پرینت سه بعدی در زمینه پزشکی و دندانپزشکی، ساخت مجسمه جنین با استفاده از پرینتر سه بعدی است ؟ چگونه !
خیلی از ماها راجب سونوگرافی مادر باردار شنیدیم، که تصاویر دو بعدی ناواضحی به ما ارائه میدهد، ولی ذوق دیدن یک تصویر سه بعدی ! واقعا چیز خاصی میتونه باشه.
یک کمپانی نام 3dbabies با دیدگاه جدیدی وارد عرصه شده با استفاده از امواج فراصوت و پرینترهای سه بعدی یک مدل سه بعدی از فرزند متولد نشده را به شما عرضه میکند !
پدر و مادر معمولا از زمان بارداری و تا زمان تولد بچه هر چیزی که در توان دارند رو میزارند که بچه ای بی نقص و کامل به دنیا بیاد، ولی لذت به اغوش کشیدن بچه ای که هنوز متولد نشده، واقعا ایده ای متفاوت و خلاقانه ای است که این کمپانی به آن تحقق بخشیده است.
روند کار بسیار ساده است با امواج فراصوت به صورت سه بعدی جنین را اسکن کرده، و مدلسازی میکند، و در آخر پرینت سه بعدی میکند.
جالب این داستان این است که وقتی اسکن کامل شده میتوانید ژست مورد علاقتون را انتخاب کنید تا یک مجمسه منحصر به فرد داشته باشید.
.این کمپانی حتی شروع به اسکن فرزندان افراد مشهور کرده است تا بتواند مبالغ بالایی برای آنها دریافت کند.کاربرد پرینتر سه بعدی در پزشکی
خیلی حرف ها هنوز مونده که در این مقاله نگفتیم ، در قسمت های بعدی به حوضه های دیگه پزشکی میپردازیم

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}