لیتوفان چیست و طرز ساخت یک لیتوفان

تبدیل عکس دو بعدی به سه بعدی لیتوفان lithophane ، لیتوفین
همانطور که در مقاله قبلی به تاریخچه لیتوفان اشاره کردیم، راجب مراحل شکل گیری لیتوفان از زمان های قدیم تا جدید و انواع لیتوفان ها به این موضوع رسیدم که داشتن یک لیتوفان، به عنوان هدیه خاص یا یک یادگاری منحصر به فرد هر شخص امری حیاتی تلقی میشه !!لیتوفان چیست
خدمات پرینت سه بعدی لیتوفان با پرینتر های FDM نیز صورت میگیرد، به طور خلاصه برای داشتن یک لیتوفان چاپ شده باید چند نکته را رعایت کنیم.
هدف از چاپ lithophane داشتن یک چیز منحصر به فرد،شیک و جذاب است. لیتوفان نمایانگر یک عکس به صورت سه بعدی در زمانی که نور به آن می تابد است.
اولین قدم برای چاپ سه بعدی لیتوفان پیدا کردن یک عکس مناسب با دقت بالا (کیفیت بالا) و توجه به سایز سفارش لیتوفان است، رایج ترین لیتوفان های معمولا 10 سانتی متر هستند، هر چند سایز بندی لیتوفان ها به کوچکترین بخش یعنی جاسویچی لیتوفان که خیلی پرطرفدار تا چاپ لیتوفان ها بزرگ و حتی چند تکه است.
برای اینکه حدودا به سایز درست و دلخواهمون دست پیدا کنیم. چاپ عکس منتخب روی برگه a4 در سایز واقعی است.اینطوری یک دید خیلی خوب نسبت به اندازه مناسب عکس نسبت به سایز چاپی دست پیدا میکنیم، به طور مثال اگه لیتوفانی به ارتفاع 5 سانتی متر سفارش دهید، و عکس انتخابیتون عکس دسته جمعه خانوداگی 5 الی 10 نفره باشه !! بدون شک جزییات زیادی نمیتونید از پرینت سه بعدی لیتوفان انتظار داشته باشید.

پس کیفیت بالای عکس، نسبت مناسب عکس به سایز سفارشی رو تا الان بررسی کردیم.
عکس های که برای مراسم های خاص و به یاد ماندنی میگیریم مثلا عکس آتیلیه عروسی یا تولد چون با دوربین های کیفیت بالا گرفته میشود و روتوش عکس انجام میشود. هم پرینت بهتری میشود و هم جزییات اضافه حذف میشود. مثلا شاید دوست نداشته باشید روی lithophane چاپ شدتون موهای صورتتون خیلی نمایان باشه و یا بک گراند عکستون مناسب نباشه.
مجموعه KING3D به عنوان مرکز خدمات پرینت سه بعدی در کرج و تهران، زمانی که عکسی برای چاپ سه بعدی lithophane ارسال میکنید، به صورت رایگان مشاوره برای بالابردن کیفیت عکس رو انجام میدهد.
لیتوفان ها میتونند در اشکال های مختلفی چاپ بشوند، سایت ها و برنامه های زیادی هستند که میتوانند در کسری از ثانیه عکس شمارو به یک عکس سه بعدی تبدیل کنند، از اشکال ساده مستطیلی همانند عکس های رایج تا اشکالی مانند قلب،منحنی،کره و…. نام برد.لیتوفان چیست
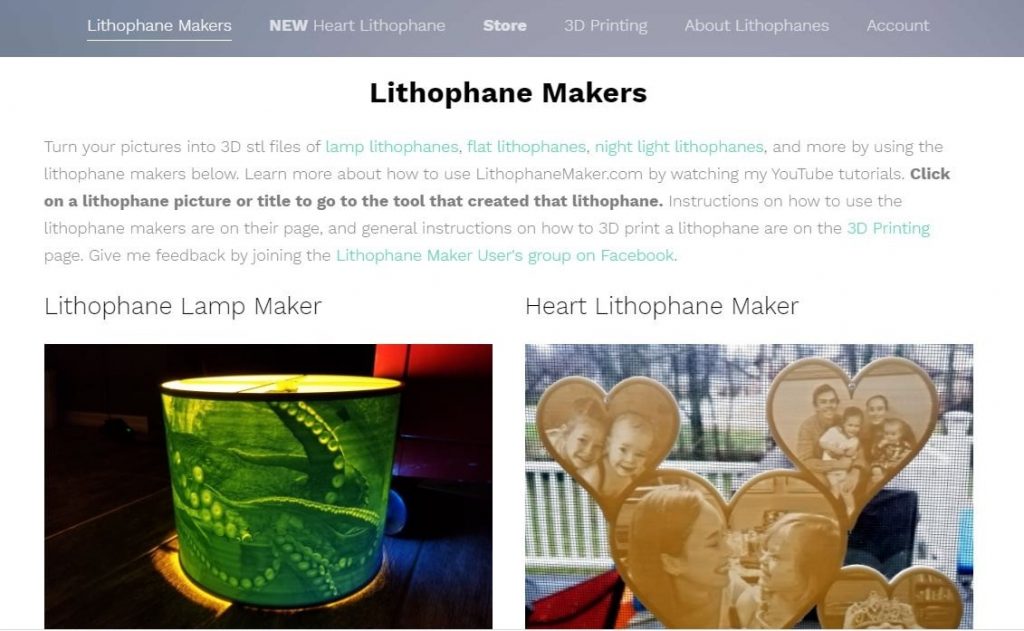
یکی از سایت های معروف و راحت برای تبدیل عکس به یک فایل سه بعدی https://lithophanemaker.com است.لیتوفان چیست
همانطور که از نامش پیداست سایتی برای تبدیل عکس به فرمت STL فایل رایج پرینت سه بعدی است، در این سایت با چند کلیک ساده میتونید، به راحت به فایل مورد نظرتون برسید.
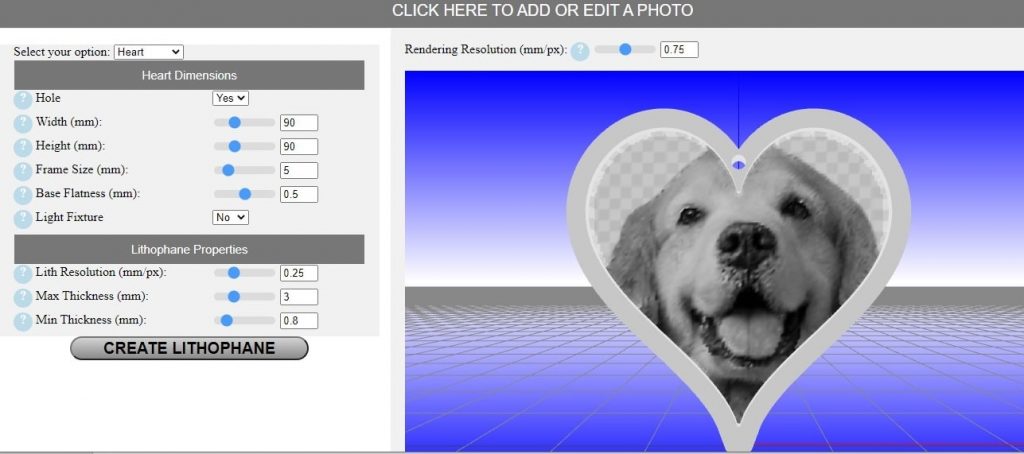
در بخش Heart Lithophane Maker میتونید لیتوفانتون رو به صورت یک قلب در بیاورید، تنها کاری که لازم است انجام بدهید این است که وارد این قسمت بشوید، عکستون رو اپلود کنید و سپس با تنظیمات پیش فرض روشنایی و کانتراست (پیشنهاد king3d گذاشتن همان تنظیمات پیش فرض سایت ) و در مرحله اخر به روی گزینه create lithophane بزنید بعد از گذشتن چند ثانیه فایل سه بعدی شما اماده است.لیتوفان چیست
اگر با تنظیمات پیش فرض موافق هستید که میتونید، فایل را برای پرینت سه بعدی ارسال کنید.
اگر احساس میکنید لیتوفان نیازمند تغییراتی است به روی گزینه click here to view lithophane بزنید در پنجره جدید تنظیماتی شامل، سوراخ بالا لیتوفان قلب شکل، عرض و ارتفاع،فریم دور عکس، مقدار سطح صاف کف برای راحتر پرینت شدن قطعه و همچنین تنظیمات چاپ سه بعدی نظیر کوچکترین و بزرگترین ضخامت و مقدار روزلوشن لیتوفان دسترسی داشت.
معمولا تنظیمات پیش فرض جواب کار مارو میدهد.
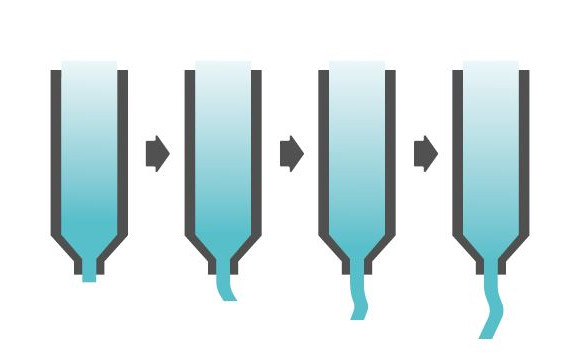
بیشترین ضخامت مربوط به بخش سیاه رنگ عکس میشود، زمانی که نور بتابد، خیلی از قسمت ضخیم (بخش سیاه رنگ خود عکس) نوری عبور نمیکند و بالاعکس از قسمت سفید رنگ یا روشن عکس از ضخامت کمتری برخوردار است و به راحتی نور را عبور میدهد.
هر چه rendering resolution کمتر باشد، کیفیت عکس بالاتر میرود.
یکی از جذابترین پیشنهاد ها مدل :Night light
اگر این حالت رو انتخاب کنیم، یک صفحه جدید جهت مشخص کردن مقادیر مختلف باز میکنه که یک حالت منحنی به عکس میده و همینطور یک پایه پشت عکس درست میکنه.لیتوفان چیست
بسیار ایده خوبی برای زمانی است که شما عکس مورد علاقتون رو پرینت 3 بعدی میکنید و با استفاده از شمع الکتریکی یا گذاشتن چند ال ای دی ساده، جلوه خیره کننده ای در شب به عکس میدید.این حالت یکی از محبوب ترین حالت های پرینت 3 بعدی یک لیتوفان است.
حالت سوم انتخاب مدل FLAT است
که نیازی به تعریف ندارید، چاپ سه بعدی لیتوفان شمارو به صورت ایستاده انجام میدهد. مناسب برای قاب عکس های آماده است، ولی همواره میدونیم که لیتوفان برای نمایان شدن به یک منبع نور احتیاج دارد، پس اگر از این مدل استفاده کردید حتما فکری برای تاباندن نور به پشت مدل بکنید.
زمانی که مدل دلخواه و تنظیمات مورد نظرتون رو انتخاب کردید روی گزینه Create lithophane بزنید، و مدل سه بعدی ای که از یک عکس دو بعدی ساخته شده را دانلود و چاپ 3 بعدی کنید.
پیشنهاد KING3D گذاشتن Max Thickness به مقدار 3 میلیمتر و min thickness به مقدار 0.8 میلیمتر است.
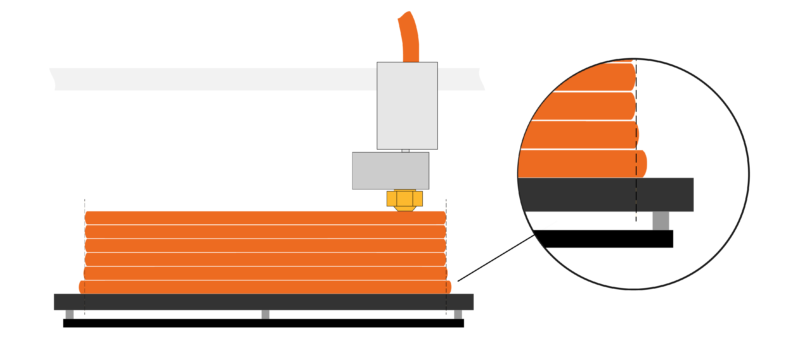
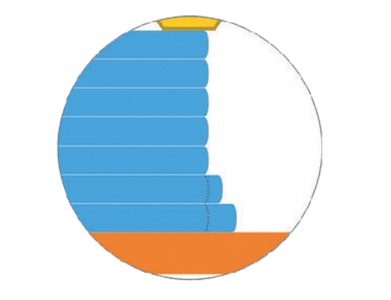
حتما و حتما به صورت ایستاده پرینت کنید و از حالت مدل به صورت خوابیده روی هیت جهت تسریع در زمان پرینت بپرهیزید.
در بسیاری از موارد پرینت به صورت خوابیده مدل نهایی خوبی به شما ارائه نمیدهد.
مورد خیلی مهم دیگه حتما اینفیل را 100% انتخاب کنید و ترجیحا 2 لایه دیواره برای پرینت در نظر بگیرید
خدمات پرینت 3 بعدی لیتوفان با فیلامنت های PLA به مراتب راحتر از پرینت سه بعدی با فیلامنت abs است.لیتوفان چیست












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}