عوامل موثر بر چسبندگی قطعات به صفحه در چاپ سه بعدی رزینی




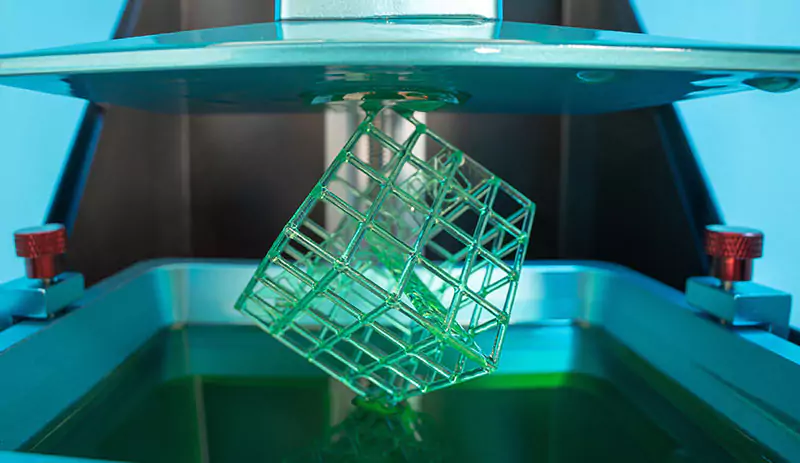
با استفاده از یک قطعه ی چاپ سه بعدی رزینی می توان نسبت به جدا نمودن صفحه ی FEP دستگاه اقدام کرد. در این مقاله، چسبیدن چاپ به صفحه بررسی و اثبات خواهد شد. تمامی راهکار ها در راستای افزایش میزان چسبیدن لایه رزینی به صفحه ی ساخت طراحی و بررسی شده است.
بدون صفحه ساخت تراز، هیچ چاپی نمی چسبد
ابتدا می بایست نسبت به بررسی صفحه ی ساخت خود اقدام کنید. در این صورت است که از موازی بودن صفحه ی ساخت خود با ورق FEP اطمینان حاصل خواهید کرد. در غیر این صورت، می توانید تنظیم آن را با استفاده از پیچ هایی که بر روی سکوی ساخت قرار دارد، تحقق بخشید.
در این راستا می توانید موارد زیر را انجام دهید:
می توانید بررسی کنید که آیا می توان بستر فرم ساخت را به پایین مخزن رزین رسانید یا خیر. در برخی شرایط، ممکن است یک سوئیچ معیوب اجازه ندهد که سکو به سمت پایین حرکت کند.
تمامی رزین هایی که از حساسیت قابل توجهی نسبت به نور برخوردار هستند، می خواهند به میزان کافی به صفحه ی سازه ی مورد نظر بچسبند. چسبندگی رزین به سازه در قیاس با چسبندگی رزین به ورق های FEP می بایست قوی تر و محکم تر باشد. در صورتی که صفحه در جای خود قرار گرفته باشد اما رزین در تماس با صفحه ی FEP باشد، می بایست مولفه های مرتبط با نوردهی را مورد بررسی قرار داد.
پارامترهای مناسب برای هر رزین (منبع: کوین کورینث ، All3DP)
این نوع رزین و نیز مدل چاپگر هستند که زمان نور دهی لایه ی اول را تعیین می کنند. با جست و جو در وب می توان به راحتی به جدول های مرتبط با زمان های خاص قرار گرفتن در معرض نور دهی دسترسی پیدا کرد. خصوصا می توان اطلاعاتی در ارتباط با سازنده ی دستگاه و سازنده ی رزین با کیفیت بالا پیدا کرد.
در صورتی که مقدار های دقیق در جدول مشخص نشده است، شما می توانید بررسی مورد نظر خود را به صورت تجربی انجام دهید. بررسی کنید که آیا قرار گرفتن در لایه ی اول در زمان های طولانی تر می تواند منجر به ایجاد تفاوت در زمان نور دهی نماید یا خیر. اگر چسبندگی زیاد لایه ی اول مشاهده شد، می بایست نسبت به کاهش زمان نوردهی در ارتباط با لایه ی اول اقدام مقتضی صورت پذیرد.
در صورتی که لایه ی اول به هیچ وجه به سطح مورد نظر نچسبد یا پس از چسبیدن لایه های متعدد از بین برود، می بایست نسبت به پایین بودن زمان نوردهی نیز اصلاحاتی صورت گیرد. در صورتی که پس از امتحان کردن راه های گوناگون، کار به سرانجام نرسید، می بایست نسبت به انجام آزمایش نوردهی اقدام کنید.
با تعیین زمان بهینه برای چاپگر و رزین مربوطه می توانید به راحتی کار را پیش ببرید. با بارگذاری ویال آزمایشی ویژه و تغییر کردن سامانه ی عامل چاپگر به صورت موقت می توان بهترین زمان ممکن را برای نوردهی تعیین نمود.
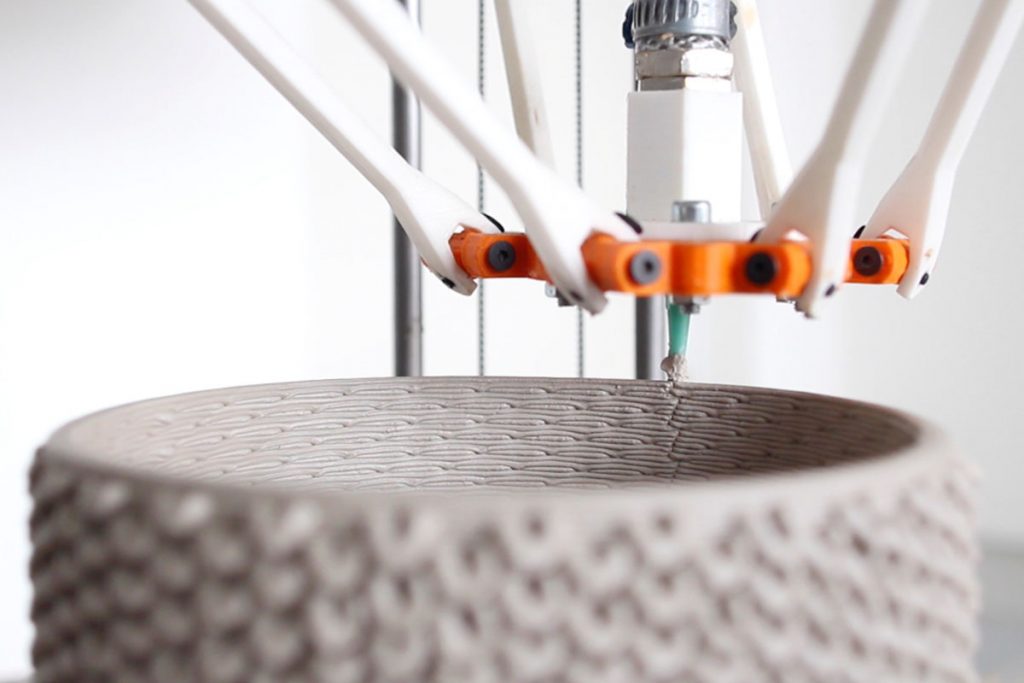
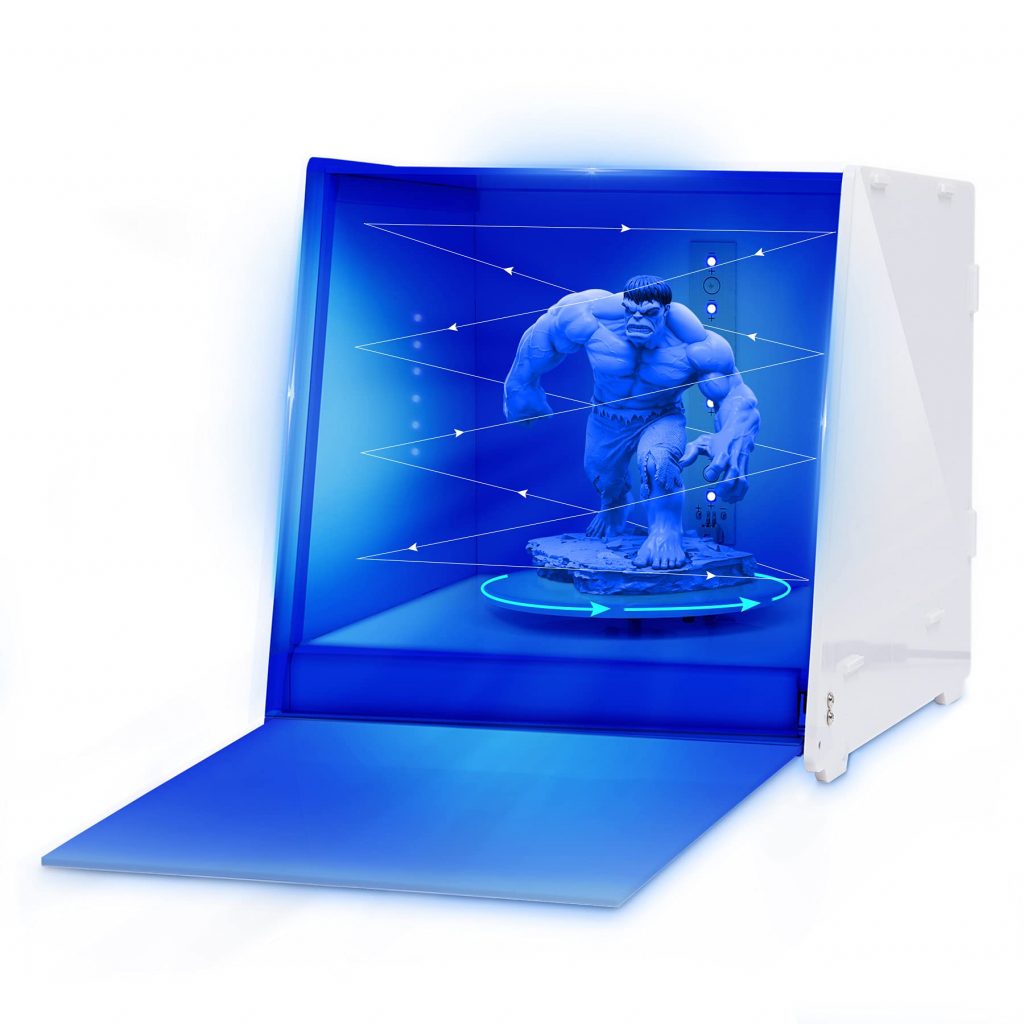
بلند کردن فاصله برای دستیابی به چاپ های موفق بسیار مهم است (منبع: Anycubic ، YouTube)
فاصله
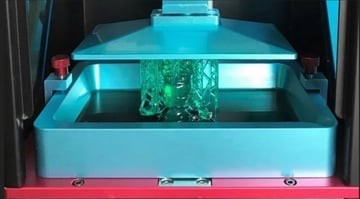
پس از طی شدن هر یک از مراحل نوردهی، می توان نسبت به جدا کردن چاپ صورت گرفته از ورق های FEP اقدام نمود. در خلال این فرآیند، شما می توانید جابجایی سکوی ساخت را بسته به جنس آن، چند میلی متر یا سانتی متر به سمت بالا حرکت دهید.
از مزیت های استفاده از ورق های FEP می توان به انعطاف پذیری و قابلیت کشیده شدن در آن اشاره کرد. شما می توانید ببینید که چاپ از ورق FEP به طور کامل جدا کرد. رزین نیز پیش از آن که فراگرد ساخت پایین بیاید، مجددا جریان خواهد یافت.
سرعت
یکی از دیگر عوامل موثر در این راستا، سرعت بلند کردن است. تنظیم سرعت می تواند بر روی فرآیند چاپ اثرات مطلوب یا نامطلوبی بگذارد. این کار ناشی از تاثیر نیروهای گوناگون بر روی فرآیند چاپ است. دو عامل ویسکوزیته ی زیاد رزین و نیز حفره هایی که در چاپ وجود دارد، می تواند باعث فزونی بار روی چاپ شود.
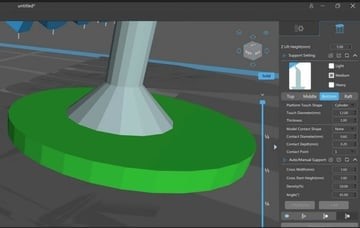
در صورتی که راه حل های پیشین در ارتباط با چاپ اصلاحاتی را ایجاد نکند، ممکن است مشکل از جانب تنظیمات نادرست در ارتباط با چسبندگی صفحات سازه باشد. تماس کافی مدل با صفحه ی ساخت می تواند باعث چسبیدن این دو به اندازه ی کافی به یکدیگر شود. در صورتی که قسمت هایی از مدل با آن تماس مستقیم یا حتی غیر مستقیم داشته باشد، این احتمال می رود که چاپ شما به صفحه ی ساخت نچسبد.
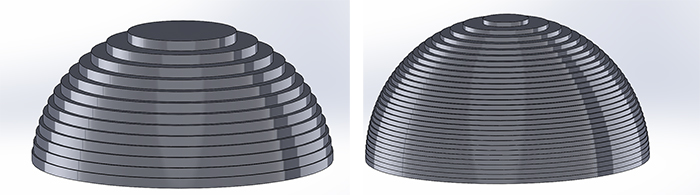
به هر حال، بهتر است مکنده هایی که شکل هندسی آن ها مانند کاسه است را در نظر داشته باشید. رزین مایع می تواند در میان ورق های FEP و چاپ به دام بیفتد. در این حالت، می بایست نیروی بیشتری را برای جداسازی چاپ از روی ورق FEP انجام داد.
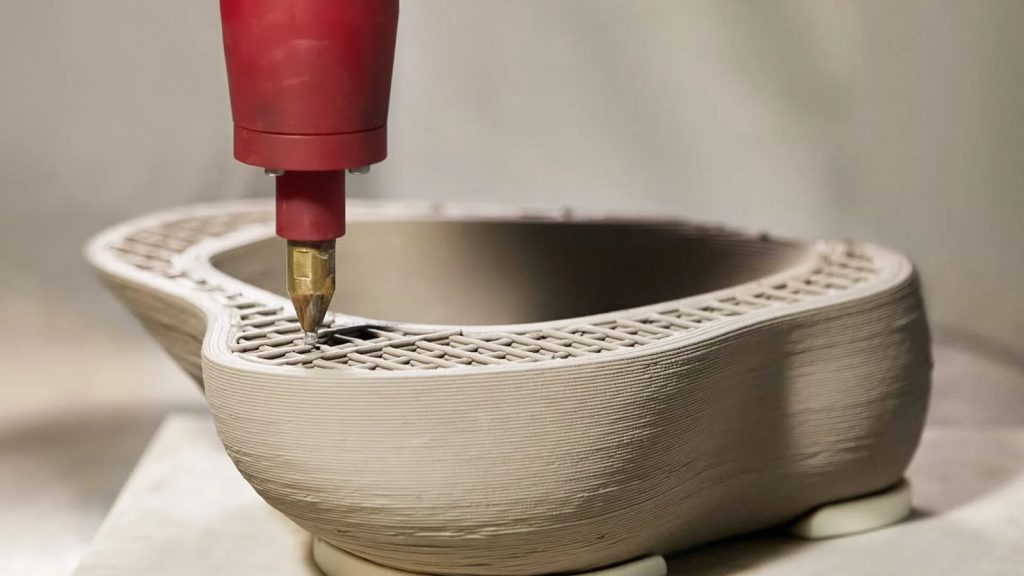
کشش ورق FEP به شما کمک می کند تا به چاپ های عالی برسید (منبع: Anycubic، YouTube)
انعطاف پذیری ورق FEP مهم است. به این دلیل که رزینی که به تازگی مورد آماده سازی قرار گرفته است، پس از تمام شدن هر مرحله از نوردهی به راحتی از ورق های FEP جدا می شود. در صورتی که ورق محکم نباشد، ممکن است بیش از پیش به چاپ بچسبد. ورق هایی که استحکام و سفتی بیش از حدی داشته باشند، عمر مفید کمتری خواهند داشت.
هنگام سمباده زدن صفحه ساخت خود مراقب باشید (منبع: کوین کورینث ، All3DP)
از عوامل مهم در راستای استفاده از رزین های چسبنده می توان به سطح صفحه ی سازه اشاره کرد. سطحی که میزان صاف بودن در آن کامل باشد، چسبندگی کافی ندارد. اضافه کردن لکه های سبک و یا خراش دادن سطح با استفاده از کاغذ های سنباده، میزان خشکی سطح را فزونی می بخشد. در این صورت، چسبندگی به میزان قابل توجهی بیشتر خواهد شد. اما می بایست در نظر داشته باشید که این مرحله برگشت پذیر نیست.
پرینت سه بعدی سرامیک
به منظور ساختن قطعه های سرامیکی به صورت پیشرفته و سفارشی شده، از روش های گوناگون تولید استفاده می شود. هزینه ی ساخت قطعه های سرامیکی پایین است و در طراحی آن می توان از روش های مختلفی بهره برد.
از خواص مرتبط با مواد سرامیکی پیشرفته می توان به مواردی از قبیل استحکام بالا، مقاومت قابل توجه در برابر سایش، عایق بودن از نظر الکتریکی و حرارتی، مقاومت در برابر دمای بالا و دیگر موارد اشاره کرد.
در صورتی که در طرح های صنعتی، نیاز به استفاده از مواد محکم باشد، می بایست از مواد سرامیکی پیشرفته استفاده کرد. مواد پیشرفته سرامیکی از خواص گوناگون حرارتی، الکتریکی و نیز سازگاری با محیط زیست برخوردار هستند.
به همین دلیل است که از آن ها می توان به منظور ساخت پروتز های مصنوعی در پزشکی، سپرهای مستحکم برای ماهواره ها، انواع حسگر ها، مهر و موم های مورد استفاده در تولید خودرو و دیگر موارد اشاره کرد
سرامیک را می بایست با استفاده از قالب های گران قیمت تولید کرد. در چنین شرایطی می بایست در نظر داشته باشید که نمی توان قطعات سرامیکی را در مقیاس های کوچک تولید نمود. شما می توانید از افزودنی های سرامیکی به همراه تولید قطعه های سرامیکی پیشرفته با هزینه ی مناسب و صرفه جویی در زمان تولید استفاده کنید.
به منظور بهینه سازی در روند تولید محصولات، می بایست تولید اجزا و قطعات بسیار پیچیده ای را در نظر داشته باشید. سرامیک های پیشرفته ای که در تولید دستگاه های چاپگر سه بعدی به کار می روند، در قیاس با روش های سنتی از انعطاف پذیری بالاتری برخوردار هستند و می توانند شکل های هندسی گوناگونی را تولید کنند.
در این مقاله به کاربرد های گوناگون فتوپلیمریزاسیون مخزن های سرامیکی، مراحل گوناگون مورد نظر در فرآیند و نیز ملاحظات گوناگونی خواهیم پرداخت.
پرینت سه بعدی سرامیک
با استفاده از فناوری های گوناگون از قبیلbinder jet، SLS می توان به تولید افزودنی های سرامیکی اقدام نمود.
باید در نظر داشت که تمامی این فناوری ها را نمی توان به منظور تولید قطعه های متراکم مورد استفاده قرار داد. پس کاربرد استفاده از این فناوری ها محدودیت های خود را نیز به همراه دارد.
از طرف دیگر، شما می توانید با استفاده از فتوپلیمریزاسیون VAT که شناخته شده ترین و کامل ترین فناوری به منظور ساخت افزودنی برای سرامیک ها است، اقدام به تولید قطعه های ساختاری متراکم نمایید.
دلیل استفاده از فتوپلیمریزاسیون VAT، قابلیت آن در تولید قطعه های برخوردار از کیفیت بالا، وضوح بی نظیر و کارایی بالا است. بر اساس استاندارد جهانی ISO/ASTM 52900:20 این فرآیند به گونه ای است که در آن فتوپلیمر مایع توسط نور مورد آماده سازی واقع می شود. از فرآیند های مورد نظر در این راستا می توان به DLP یا SLA اشاره کرد. این فناوری ها در چاپگر های سه بعدی رزینی مورد استفاده قرار می گیرند.
برنامه های کاربردی
Lithoz’s LithaBone HA 400 امکان کاشت جایگزین استخوان را فراهم می کند (منبع: Lithoz)
با استفاده از فرآیند فتوپلیمریزاسیون در ساخت مخازن سرامیکی، شما می توانید با هزینه ی کمتری نسبت به ساختن قطعه های سرامیکی به صورت سفارشی اقدام نمایید. در این حالت، شما از بابت طراحی شکل مربوط به قطعات نیز آسوده خاطر خواهید بود. از برخی از محصولاتی که در حوزه های گوناگون به این شیوه تولید شده اند، می توان به موارد زیر اشاره کرد:

پرینت سه بعدی سرامیک
در ساخت تجهیزات مربوط به دندانپزشکی با استفاده از سرامیک می توان به ترمیم آسیب های دندانی پرداخت. با استفاده از فرآیند فتوپلیمریزاسیون VAT و نیز با بهره گیری از موادی مانند زیرکونیا، آلومینا و مواد شیشه سرامیک، می توان نسبت به ساخت انواع روکش ها برای دندان ها اقدام کرد.
شما می توانید در این راستا از طرح ها و راه حل های گوناگون به منظور تولید روکش های آناتومیک برای ترمیم دندان ها همراه با استحکام و زیبایی قابل توجه استفاده کنید.
پرینت سه بعدی سرامیک
ساختن تجهیزات گوناگون به منظور ترمیم کردن استخوان های ساخته شده از جنس بیوسرامیک، یکی از موضوعاتی است که در مهندسی بافت مطرح است. شما می توانید با استفاده از فرآیند فتوپلیمریزاسیون VAT نسبت به تقلید ساختار های مربوط به استخوان های دیگر موجودات از قبیل استخوان ترابکولار گاو را در هندسه های گوناگون و با ایجاد تغییر در ترکیب های شیمیایی فراهم نمایید. البته این فناوری هنوز به تولید محافظ هایی برای جمجمه یا فک بالا دست نیافته است.
از نظر هندسی می توان طرح های بهتر و نوینی را برای زمینه های گوناگون مهندسی از قبیل مبدل های حرارتی و کاربرد های کاتالیزوری به دست آورد. از کاربرد های کاتالیزوری مورد نظر می توان به کاربرد های کاتالیزور ها در ساخت خودرو ها و نیز کاربرد های بیوکاتالیستی اشاره کرد.
استفاده از اجزایی که به صورت سفارشی و ویژه طراحی و ساخته شده باشد، می تواند به کارایی هر چه بیشتر انواع فرآیند ها کمک کند. استفاده از این امکانات همچنین موجبات سود بیشتر و فعال نمودن کاربرد های نوین را فراهم می کند.
پرینت سه بعدی سرامیک
افرادی که به تامین قطعات مرتبط با دستگاه های چاپ سه بعدی اقدام می کنند، مواد خام را که با تجهیزات مورد نظر آن ها ارتباط دارد، عرضه می کنند. به این منظور شما می توانید به راحتی به مواد گوناگونی از قبیل اکسید زیرکونیوم، اکسید آلومینیوم، هیدروکسی آپاتیت و دیگر موارد مرتبط با ساخت چاپگر های سه بعدی سرامیکی دسترسی پیدا کنید.
افراد بسیاری از سراسر دنیا به منظور بهینه سازی مواد خام معرفی شده در تلاش هستند. برخی از دیگر محققان نیز توانسته اند فرمول های مربوط به سوسپانسیون های سرامیکی را برای فرآیند فتوپلیمریزاسیون VAT به دست آورند.
به منظور انجام فرآیند فتوپلیمریزاسیون VAT از نوعی از سرامیک های سوسپانسیونی استفاده می شود. این سوسپانسیون، از مواد گوناگونی تشکیل شده است که از جمله ی آن ها می توان به مخلوط دارای رزین و حساس به تابش نور، پودر سرامیک و دیگر مواد افزودنی اشاره کرد. الزامات فرآیند از قبیل برخورداری از میزان قابل توجه پر کننده ی سرامیکی، ویسکوزیته ی متوسط و دیگر موارد می بایست توسط سوسپانسیون رعایت شود.
به دست آوردن و محقق کردن همه ی الزامات فرآیند ساده نیست. هر قدر میزان جامد بودن فاز ماده بالاتر برود، ویسکوزیته نیز قاعدتا بیشتر خواهد شد. در نظر داشته باشید که می بایست سوسپانسیونی را تهیه کنید که رسوب ناچیزی داشته باشد.
در بررسی ژئوپلیتیکی می بایست اجزای تعلیق را با دقت انتخاب و بررسی کرد. به عنوان نمونه، اندازه و مساحت سطح ذره های سرامیکی باید مناسب باشد. پراکندگی این ذرات نیز می بایست به نحو مطلوب انجام شود؛ چرا که در برقراری تعامل میان پودر سرامیک و رزین بسیار تاثیرگذار است.
در صورتی که بخواهید سوسپانسیون را به صورت همگن آماده کنید، می بایست آن را به صورت مناسب آماده سازی نمایید. مخلوط مواد خام را می بایست در مدت چند ساعت در آسیاب های مخصوص آماده سازی نمود.

پرینت سه بعدی سرامیک
چاپگر سه بعدی سرامیکی 3DCeram، C100 Easy (منبع: 3DCeram Sinto از طریق YouTube)
سوسپانسیون های سرامیکی به میزان زیادی مواد جامد را بارگیری می کنند که همین موضوع موجبات تولید ماده های چسبناک و خام را فراهم می آورد. این ویژگی باعث دشوار شدن ایجاد لایه ها در فرآیند پلیمریزاسیون VAT خواهد شد. به این منظور، بسیاری از چاپگر های سه بعدی رزینی نمی توانند سرامیک های پیشرفته را تولید کنند. پیش از شروع کار با این مواد می بایست از تجهیزات گوناگون با سامانه های دارای پوشش مجدد اختصاصی استفاده کرد.
پس پردازش
بسته به کوره جعبه ای، پس پردازش می تواند بیش از 1500 درجه سانتیگراد باشد (منبع: Thermo Fisher)
فرآیند فتوپلیمریزاسیون که در مخازن سرامیکی صورت می گیرد، فرآیندی غیر مستقیم است. این پس پردازش در کوره صورت می گیرد و تحت عنوان یک عملیات حرارتی مطرح است. در عکس بالا نیز می توانید این فرآیند را مشاهده کنید.
ابتدا می بایست تجزیه ی حرارتی برای رزین و دیگر مواد افزودنی صورت گیرد. فرآیند انجام این کار جداسازی نام دارد. پس از آن مرحله ی تف جوشی صورت می گیرد. بدنه ها در این بخش می بایست تحت دماهای بیشتری باشند (این دما ممکن است از 1500 درجه ی سانتی گراد بالاتر برود). این فرآیند می بایست با هدف فزونی یافتن چگالی قطعه های سرامیکی و بدون ذوب شدن ذره ها به طور کامل انجام شود.
پس پردازش متشکل از یکی از عوامل کلیدی در دست یابی به قطعه های سرامیکی با کیفیت بالا، پیاده سازی مطلوب فرآیند پس پردازش است. بخشی از دستگاه چاپ سه بعدی، مقدار قابل توجهی را از مواد آلی ارائه می کند تا حذف شوند. پس پردازش مرحله ای است که نیاز به زمان قابل توجهی دارد. ممکن است این مرحله چندین ساعت به طول بیانجامد. امروزه تحقیقات قابل توجهی به منظور بهینه سازی فرآیند پس پردازش صورت پذیرفته است. عوامل گوناگونی در تعیین مدت زمان کل فرآیند تاثیرگذار هستند. از جمله ی این عوامل می توان به مقدار مواد مورد استفاده، ویژگی های تجزیه حرارتی مواد، هندسه و شکل قطعه و دیگر موارد اشاره کرد.
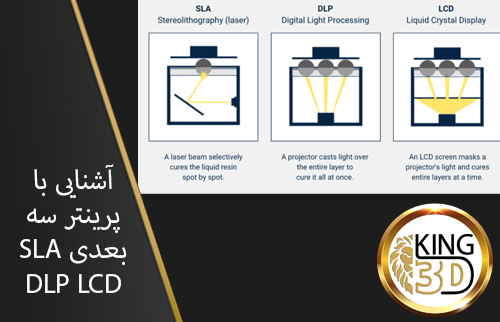
بررسی فناوری های SLA، DLP و LCD
چاپ سه بعدی رزینی فناوری قدیمی در میان فناوری های مربوط به چاپ سه بعدی است. در ابتدا، فناوری چاپ سه بعدی مبتنی بر رزین با به ثبت رسیدن اختراع استریولیتوگرافی (SLA) به صورت عمومی عرضه شد. این فناوری توسط چارلز هال ایجاد شد. او می خواست با استفاده از ساخته ی خود، رزین های پلیمری که به تابش اشعه ی فرابنفش حساس بودند را به صورت لایه به لایه ترمیم کند.
از زمانی که چاپ سه بعدی مبتنی بر رزین برای اولین بار پا به عرصه ی صنعت چاپ گذاشته است، بسیاری از اختراعات صورت گرفته از رده خارج شده اند. رقیبان بیشتری نیز در این عرصه حضور پیدا کرده اند. چاپگر های سه بعدی رزینی برای موارد گوناگونی از جمله وسایل مقرون به صرفه برای سرگرمی و دستگاه های صنعتی پیشرفته مورد استفاده قرار گرفته اند.
بایستی در نظر داشته باشید که با پیشرفت و افزایش تعداد اختراع ها، نام های گوناگونی برای فناوری های مرتبط با چاپ سه بعدی رزینی ایجاد شده است. از جمله ی این نام ها می توان به SLA، mSLA، DLP و LCD اشاره کرد.
هر یک از شرکت ها و فعالیت های موجود، چاپگر های مورد نظر خود را با استفاده از روش های گوناگونی بازاریابی می کند. در چنین شرایطی، سوال این است که چگونه می توانید نکات مربوط به محصولی که تهیه می کنید را درک کنید؟
بررسی فناوری های SLA، DLP و LCD
در طراحی و ساخت دستگاه های چاپ سه بعدی از استاندارد بین المللی ISO/ASTM 52900:2015 استفاده می شود. در ارتباط با انواع و اقسام محصولات، سازمان جهانی استاندارد استاندارد های گوناگونی دارد که اصول و مبانی و نیز روش های صحیح تولید محصولات یا انجام فعالیت ها را مطرح می کند.
این استاندارد ها خصوصا در ارتباط با زمینه های مربوط به صنعت اهمیت خود را نشان می دهند. در صنعت می بایست افراد با واژه های معادل سازی شده و دارای معنای یکسان به صورت کارآمد با یکدیگر در ارتباط باشند.
با عنایت به فناوری چاپ سه بعدی، یکی از مهم ترین سردرگمی های در پیش رو این است که آیا می بایست تمامی چاپ های سه بعدی رزینی را استریولیتوگرافی خواند؟ علت مطرح شدن این سوال، استفاده از این فناوری به عنوان اولین فناوری در استفاده از چاپ سه بعدی رزینی است. در این راستا، مراجعه به ISO/ASTM 52900:2015 می تواند مسیر مناسبی را پیش روی ما قرار دهد.
تمامی چاپ های سه بعدی که بر اساس استفاده از رزین انجام می شوند، از رزین فتوپلیمر مایع در مخزن استفاده می کنند. در مجموع این فناوری را با نام پلیمریزاسیون VAT می شناسند. تمامی دیگر فناوری های مورد استفاده قرار گرفته را می توان زیر مجموعه ی فناوری پلیمریزاسیون VAT دانست. از جمله ی این فناوری ها می توان به DLP، SLA و LCD اشاره کرد.
علت تمایز گونه های رایج استفاده از پلیمریزاسیون از دیگر گونه ها چیست؟
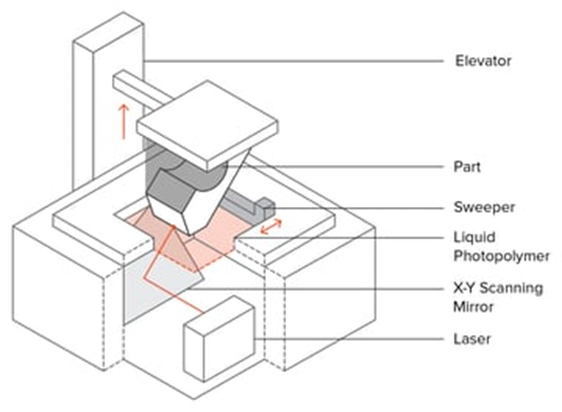
شماتیک یک ماشین SLA (منبع: 3D Hubs)
بررسی فناوری های SLA، DLP و LCD
به منظور تشکیل اجسام در حالت سه بعدی، SLA از رزین های دارای حساسیت بالا نسبت به نور استفاده می کند. در سایر فناوری های مربوط به پلیمریزاسیون VAT نیز چنین اتفاقی به وقوع می پیوندد.
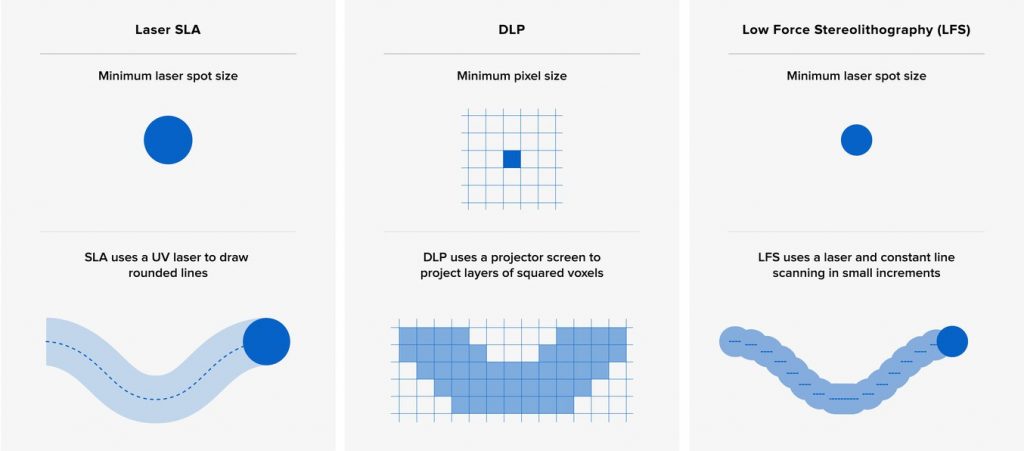
اشعه ی فرابنفش یک لیزر به عنوان منبع نور SLA عمل می کند. این منبع نور توسط آینه های دوار کنترل می شود. لایه های چاپ شده بر مبنای کنترل شدن منبع نور به واسطه ی آینه های دوار بیرون کشیده می شوند.
از مزیت های اساسی این روش می توان به کیفیت بالاتر در چاپ و دقت بیشتر اشاره کرد. جزئیات بیشتر و دقیق تری بر مبنای استفاده از لیزر با اندازه ی کوچک تر و نیز حرکت دقیق آن ارائه می شود. برخورداری از سرعت مناسب همراه با کیفیت خوب، بر روی قیمت نیز موثر خواهد بود؛ چرا که ایجاد هر لایه زمان خاصی را به خود اختصاص خواهد داد.
در فناوری پردازش نور دیجیتال یا همان DLP از منبع دیگری برای تابش اشعه ی فرابنفش بهره گرفته می شود. به جای استفاده از لیزر، چاپگر های سه بعدی از پروژکتور های تابنده ی اشعه ی فرابنفش بهره می برند. این پروژکتور ها از میکروآینه بهره می برند تا اشعه ی تابیده شده را کنترل کنند. با استفاده از تابش اشعه ی فرابنفش، تمام لایه به صورت آنی خشک می شود.
با بررسی فناوری DLP خواهید دید که وضوح SLA به میزان قابل توجهی از DLP بیشتر است. پروژکتور هایی که در SLA استفاده می شوند غالبا بهای بالایی دارند. با این حال، SLA از سرعت چاپ بیشتری برخوردار است؛ چرا که کل لایه می تواند به یکباره مورد تابش و آماده سازی قرار بگیرد.
بررسی فناوری های SLA، DLP و LCD
پلیمریزاسیون VAT با بهره مندی از فناوری LCD، نسبت به دیگر فناوری های مطرح دیرتر وارد بازار شده است. این خود می تواند باعث سردرگمی مخاطبان و مشتریان شود. ممکن است نام های دیگری را در ارتباط با LCD بشنوید. از جمله ی این نام ها می توان به mSLA – LCD Shadow Masking اشاره کرد.
به طور کلی، تمامی چاپگر های سه بعدی رزینی دارای فناوری LCD از یک اصل ثابت پیروی می کنند. این دستگاه ها چاپ های سه بعدی رزینی را با استفاده از صفحات نمایش LCD به صورت درخشان در می آورند. با استفاده از صفحات نمایش، منبع نور فرابنفش پوشانده می شود.
چاپگر های دارای فناوری LCD در قیاس با DLP زودتر خراب و فرسوده می شوند. سرعت عمل دستگاه های دارای فناوری LCD با DLP یکسان است. از مزیت های دستگاه دارای فناوری LCD می توان به سبک بودن، کوچک بودن و در نهایت مقرون به صرفه بودن اشاره کرد.
بررسی فناوری های SLA، DLP و LCD
امید است بتوانیم در راستای پی بردن به سرعت های گوناگون در میان فناوری های متعدد چاپ سه بعدی بر مبنای رزین به شما کمک کنیم. در این صورت است که می توانید بین این فناوری ها تفاوت قائل شوید.
در نظر داشته باشید که همه ی افراد از این واژه ها به صورت ثابت استفاده نمی کنند. در واقع ممکن است از این واژه ها به صورت تصادفی و متناقض سوء استفاده شود. در چنین شرایطی، شما می بایست از چیزی که متناسب با نیاز های شماست، درک مناسبی داشته باشید و فناوری های گوناگون را به خوبی بشناسید.

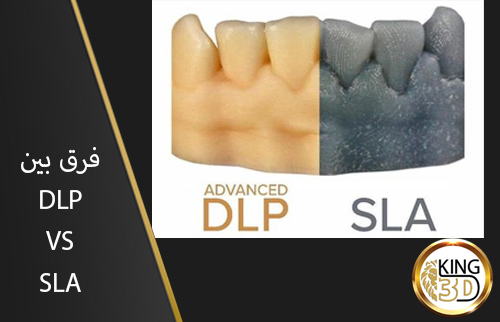
میان فرآیند های گوناگون مرتبط با چاپ سه بعدی، برخی از فناوری ها می توانند از نظر دقت کار قطعات و نیز میزان پیچیدگی، به بالاترین سطوح از استاندارد های مربوطه برسند. از میان این فناوری ها می توان به استریولیتوگرافی (SLA) و پردازش نور دیجیتال (DLP) اشاره کرد.
دو فناوری فوق دارای ویژگی ها و مشخصات مشترکی هستند. از جمله ی این مشخصات مشترک می توان به بازه ی طیف نور آن ها اشاره کرد. بازه ی طیف نور SLA و DLP بین 380 تا 405 نانومتر می باشد. با استفاده از این بازه ی نور است که می توان رزین چسبناک مورد استفاده را به منظور استفاده آماده کرد.
موادی از قبیل متاکریلیک، اکریلیک و یا مونومر های اپوکسی، اجزای سازنده ی رزین مورد نظر را تشکیل می دهند. این نوع از رزین در اثر تابش مستقیم نور در فاز جامد قرار می گیرد. تابش نور باعث ایجاد شدن شکل ها و یا الگو های منحصر به فرد بر روی رزین می شود.
استریولیتوگرافی یا همان SLA برای اولین بار در دهه ی 1980 میلادی مورد استفاده قرار گرفت. SLA یکی از قدیمی ترین حالت های استفاده از چاپگر های سه بعدی است.
در استریولیتوگرافی، نور در نقطه ای خاص متمرکز می شود تا فتوپلیمریزاسیون به مونومر های رزین القا شود. لیزر بر روی سطح رزین می افتد و بر اساس مشخصات طراحی، لایه ای از مشخصات بر روی آن می افتد.
چاپ SLA منبع: Formlabs
در چاپگر های سه بعدی SLA دو طرح اصلی وجود دارد. ابتدا لیزر را بالاتر از سطح پلیمریزاسیون VAT قرار می دهند و لیزر از بالا به سمت پایین به حرکت در می آید. هرچند می بایست اشاره کرد که با این تفاصیل، لیزر در بسیاری از اوقات در قسمت پایینی مخزن قرار گرفته و از پایین به بالا حرکت می کند.
در حالت عادی، تابش لیزر به رزین به صورت مستقیم رخ نمی دهد. استفاده از یک گالوانومتر که به مثابه آینه عمل می کند، پرتو تابیده شده از لیزر را به سوی نقطه ی مورد نظر هدایت می کند.
پس از اتمام چاپ یک لایه به واسطه ی استفاده از لیزر، لایه مهلت خشک شدن را پیدا می کند.
اساس استفاده از پردازش نور دیجیتال به عنوان یکی از فناوری های رایج به کار رفته در چاپگر های سه بعدی، ترفند های نمایش دادن تصویر است.
این فناوری در اواخر دهه ی 1980 میلادی در شرکتی امریکایی به نام Texas Instruments تولید شد و مورد استفاده قرار گرفت. در فناوری پردازش نور دیجیتال، DLP می تواند فتوپلیمریزاسیون را برای هر لایه با استفاده از ایجاد صفحه ی روشن پیاده سازی و اعمال کند.
در زمان برخورد نور به رزین، در DLP شاهد محدود شدن نور به یک نقطه نخواهیم بود. DLP از این نظر با SLA کاملا تفاوت دارد. در DLP می توان مشاهده کرد که لایه ی مورد نظر در یک مرحله تولید می شود. برای هر یک از لایه ها، از روی نور تابیده شده به منظور رسیدن به شکل هندسی مورد نظر می توان الگو برداری کرد.
شما می توانید این کار را با استفاده از فناوری تولید ماسک توسط دستگاه میکروآینه و به صورت دیجیتال (DMD) به دست بیاورید. این فناوری در میان رزین و مسیر نوری که از لامپ تابنده ی اشعه ی فرابنفش ایجاد می شود.
فناوری DMD متشکل از تعدادی از آینه هایی است که قابلیت چرخش را دارند و مقیاس چرخش آن ها، در حد میکرومتر (میکرون) است. فناوری DMD با چنین شرایطی می تواند نور را به درون رزین یا از درون به خارج از آن منعکس کند.
نور تابیده شده بر روی رزین با شرایط فوق می تواند در تمامی بخش های لایه ی مورد نظر به صورت یکنواخت موثر باشد.
در پروژکتور هایی که در فناوری DLP به کار رفته است، تعداد بسیار زیادی LED به عنوان منبع نور کار رفته است. در استفاده از لامپ های LED می بایست توجه داشته باشید که می توان با استفاده از کنترل حالت های خاموش و روشن، میزان وضوح را فزونی بخشید. جایگزین شدن فناوری DLP با فناوری DMD با استفاده از صفحه های نمایش LCD، قیمت ها را دگرگون می کند.
عملکرد فناوری های DLP و SLA به یکدیگر شبیه است. می توان انتظار داشت رزین های این دو فناوری نیز به یکدیگر شبیه باشند.
هر یک از این فناوری های موجود در وهله ی اول به ماده ای نیاز دارند که توسط نور تجزیه شود. این فناوری ها نیاز دارند که نور به موادی بتابد که از واکنش پذیری قابل توجهی برخوردار باشند. از جمله ی این مواد می توان به رادیکال های آزاد، ترکیبات کاربن مانند یا کاتیون ها اشاره کرد.
با استفاده از این مواد می توان فعال شدن فرآیند پلیمریزاسیون را برای تکپار ها مشاهده کرد. این مواد همچنین از حساسیت قابل توجهی نسبت به نور برخوردار هستند و تمایل دارند تا یک جسم جامد را ایجاد کنند.
با تمامی مواردی که گفته شد، می بایست در نظر داشته باشیم که نمی توان رزین های DLP و SLA را تعویض کرد. میزان توان چاپ در میان روش های فوق با یکدیگر تفاوت دارد. رزین های مورد استفاده هستند که میزان توان چاپ را تعیین می کنند.
یکی از شباهت های میان DLP و SLA این است که اندازه ی مولکول های تکپار ها باعث می شود تا جسم از استحکام بالاتری برخوردار باشد. اگر تکپار ها از زنجیره های کوتاه تری برخوردار باشند، جسم های محکم تری را می سازند. این در حالی است که تکپار های دارای زنجیره ی بلند، میزان انعطاف پذیری را فزونی می بخشند.
یکی از مواردی که در ارتباط با قیاس میان چاپ سه بعدی با قالب گیری با استفاده از روش تزریقی مطرح می شود، متفاوت بودن خاصیت ها از نظر مکانیکی است. به عنوان نمونه می توان گفت قطعاتی که توسط FDM به تولید می رسند، دارای ناهمسانگردی مکانیکی هستند. این در حالی است که عکس این موضوع در قطعات تولید شده بر مبنای قالب گیری تزریقی صادق است.
ناهمسانگردی مکانیکی به معنای نمایش عملکرد گوناگون پس از اعمال بار به صورت موازی یا عمودی به لایه ها است. با این حال، SLA و DLP هیچ یک بر مبنای ناهمسانگردی مکانیکی عمل نمی کنند و از این جهت، رویه ی کارکرد آن ها مشابه قالب گیری تزریقی است.
پرداخت سطح قطعات رزینی
پس از طی کردن مراحلی که پیش از این در ارتباط با تمیز کردن از آن ها سخن به میان آمد، شما می بایست ساپورت های خورده شده روی مدل پرینت شده با پرینترهای رزینی DLP SLA را جدا کنید. بهتر است این کار پیش از انجام عملیات مرتبط با دستگاه صورت بگیرد. در تمیز کردن، پلاستیک های تکه تکه شده را نیز در نظر داشته باشید و آن ها را جمع آوری نمایید. در این صورت است که از عاری بودن فضای مورد نظر خود از زباله اطمینان حاصل خواهید نمود.

آنها را با دست بشکنید
شما می توانید در راستای تمیز کردن، تکیه گاه های موجود را با دست به راحتی بشکنید. از این گزینه در شرایطی استفاده کنید که می دانید جزئیات کوچک قابل چشم پوشی هستند. اما در صورتی که مدل مورد نظر از مولفه های قابل توجهی برخوردار است، بهتر است در انجام این کار بیشتر احتیاط نمایید.
برای راحتی بیشتر قطعه رو در آب داغ چند دقیقه قرار دهید.
پرداخت سطح قطعات رزینی
از فلاش کاتر در راستای تمیز کردن استفاده کنید
استفاده از کاتر های فلاش در راستای تمیز کردن نیز یکی دیگر از روش هایی است که به این منظور مورد استفاده قرار می گیرد. از این روش می توانید به منظور جداسازی قطعه های پیچیده تر استفاده کنید. شما می توانید این کار را بدون این که بخواهید به سطح مدل آسیبی وارد شود انجام دهید.
بسیار دقت کنید که نوک تیز کاتر به روی قسمت آهنی خط و حفره ایجاد نکند.
پرداخت سطح قطعات رزینی
تاباندن اشعه ی فرابنفش به محصول خود، آخرین مرحله ای است که می بایست در پس پردازش به منظور تمیز کردن صورت گیرد. به منظور ایجاد چاپ های کاربردی می توان از این روش استفاده کرد. این روش خاصیت های ماده های به کار رفته در مدل را به بهترین حالت ممکن می رساند.
هر یک از انواع رزین ها در مراحل تمیز کردن به زمان خاص خود نیاز دارد تا مورد آماده سازی قرار گیرد. بهتر است در این راستا از دستورالعمل هایی که توسط سازندگان عرضه شده است استفاده شود. انجام جست و جوی بیشتر نیز راهگشا خواهد بود.
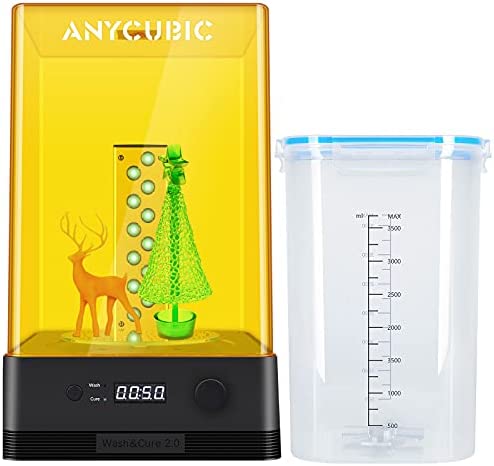
روش 1: ایستگاه پخت
تعداد زیادی از شرکت هایی که چاپگر های سه بعدی رزینی SLA را تولید می کنند، ایستگاه های آماده سازی را به منظور تمیز کردن و بهره برداری از محصولات نیز عرضه می کنند. این ایستگاه ها با رزین های در نظر گرفته شده برای ساخت دستگاه های مورد نظر تناسب دارد. تنظیم زمان پخت با استفاده از این رزین ها انجام خواهد شد.
به طور خاص می توان از این نوع ایستگاه ها برای کار هایی با حجم های بزرگ استفاده کرد.
روش 2: لامپ آماده سازی لاک ناخن
پرداخت سطح قطعات رزینی
به منظور آماده سازی مدل مورد نظر و تمیز کردن آن، می توانید از این روش به عنوان یک روش ارزان و در دسترس استفاده کنید. در این روش آماده سازی با استفاده از نور به صورت یکنواخت انجام خواهد شد.
این کار با اضافه نمودن صفحه های گردان امکان پذیر است. بهتر است محصول مورد نظر خود را به راحتی زیر تابش نور لاک ناخن قرار دهید و یک شبانه روز به آن مهلت دهید تا آماده سازی به طور کامل صورت گیرد.
روش 3: محفظه آماده سازی DIY
پرداخت سطح قطعات رزینی
با بهره گیری از این شیوه می توان آماده سازی و تمیز کردن را به راحتی محقق کرد. در این شیوه کافی است تا مهارت ها و ماده های مورد نظر مورد استفاده واقع شود و منبع تابش اشعه ی فرابنفش در جعبه ی پوشانده شده با فویل های آلومینیومی قرار گیرد.
بهتر است به منظور بهره مندی از نوردهی به صورت یکنواخت، مدل مورد نظر خود را بر روی یک صفحه ی خورشیدی چرخان قرار داد تا تمیز کردن با کیفیت بیشتری انجام شود.
روش 4: انرژی خورشیدی
روش دیگر در راستای آماده سازی و تمیز کردن می تواند استفاده ی مستقیم از نور و انرژی خورشید باشد. شما می توانید مدل مورد نظر خود را در هوای آفتابی در خارج از محیط بسته قرار دهید و اشعه ی فرابنفش را برای مدل خود به صورت یکنواخت تامین کنید.
استفاده از این شیوه به منظور آماده سازی و تمیز کردن مستلزم این است که شما شکیبایی کافی را در حین انجام شدن آن به خرج دهید. پیاده سازی این روش حدودا 6 ساعت زمان خواهد برد. در نظر بگیرید که زمانی که ماشین های آماده سازی به این منظور از شما می گیرند، تنها 5 دقیقه خواهد بود.
پرداخت سطح قطعات رزینی


روش های تمیز کردن چاپگر های رزینی
یکی از مهم ترین بخش های پس پردازش در SLA و همین طور در پرینترهای سه بعدی رزینی DLP ، فرآیند چاپ است. شما می توانید روش های تمیز کردن چاپگر های رزینی را به چند روش و به صورت کاملا ساده بیاموزید.
استفاده ی کامل از مزایای چاپگر سه بعدی رزینی و SLA با بهره گیری از پس پردازش به سادگی امکان پذیر است. در صورتی که چاپ سه بعدی از نظر کیفیت و روند انجام کار پیگیری شود، رعایت استاندارد ها در آن به حداکثر میزان ممکن خواهد رسید.
در این محتوا به مراحل مورد نظر به منظور ارائه کردن چاپ سه بعدی رزینی مطابق استاندارد ها و نیز شیوه های گوناگون برای پیاده سازی این مراحل خواهم پرداخت.
شما می بایست پیش از اقدام به انجام کار، از اقدامات ضروری و محتاطانه در ارتباط با فعالیت با رزین های SLA اطلاعاتی را کسب کنید. میزان سمیت رزین های SLA بالا است و از آن ها می بایست با رعایت قواعد و الزامات خاصی استفاده کرد.
در طی کردن مراحل تمیز کردن دقت کنید که از تماس مستقیم پوست با رزین های SLA خودداری شود. استفاده از تهویه ی مناسب در راستای فرآیند تمیز کردن چاپگر های سه بعدی رزینی بسیار مهم است. بخارات ناشی از سم می تواند سلامتی شما را با مخاطرات گوناگونی مواجه سازد.
به منظور جابجایی در محیط کار به صورت ایمن و با طیب خاطر، می بایست از تجهیزات حفاظت فردی متناسب با کاری که قرار است انجام شود، استفاده کنید. از جمله ی این تجهیزات می توان به مواردی از قبیل عینک های ایمنی، و دستکش های نیتریل اشاره کرد. علاوه بر این تجهیزات، بهتر است محیط دارای پنجره باشد و پنجره ها رو به بیرون باز شوند.
برخورداری از محیط دارای تهویه ی مناسب و تازه شدن هوای محیط نیز ضروری است. طولانی شدن فرآیند پس پردازش ممکن است باعث شود که شما در فرآیند تمیز کردن چاپگر های سه بعدی رزینی از ماسک های FFP2 استفاده کنید.
در صورتی که در حین فرآیند تمیز کردن، ماده ی رزین با پوست بدون پوشش بدن تماس داشته باشد، باید آن را بدون معطلی با استفاده از آب و صابون مایع شست و شو داد.در صورتی که رزین بر روی سطوح و تجهیزات بریزد، می بایست آن را پیش از آن که به فاز جامد تغییر پیدا کند، تمیز کنید.
شما می توانید با استفاده از یک حوله ی کاغذی نیز این کار را انجام دهید. در نظر داشته باشید که می بایست از دستکش و عینک در تمام زمان هایی که با دستگاه کار می کنید، استفاده کنید.
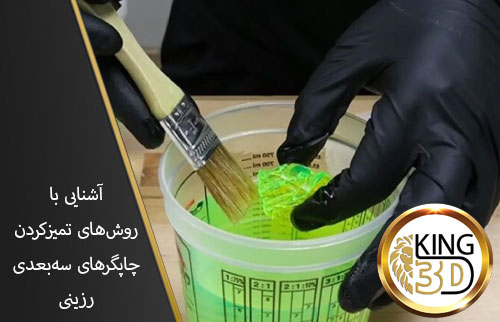
روش اول: قطعه را بشویید

در زمان خارج شدن قطعه از دستگاه چاپگر، می توان آن را با استفاده از رزین در فاز مایع پوشش داد. پیش از آن که بخواهید به تکمیل مراحل پس پردازش ادامه دهید، می بایست آن را شست و شو دهید.
روش دوم: ایستگاه های شستشو
برای افرادی که به طور مداوم نیاز دارند تا فرآیند تمیز کردن را برای چاپگر های سه بعدی رزینی خود پیاده سازی کنند، استفاده از ایستگاه های شست و شو می تواند یکی از رایج ترین گزینه ها باشد.
در بسیاری از این دستگاه ها، یک عدد توربین و یک عدد ظرف به منظور انجام شست و شو برای چرخش مایع و تمیز کردن بخش های مربوط به چاپ به کار می رود. در ایستگاه ها قسمت های گوناگونی برای تمیز کردن و آماده سازی تعبیه شده است.
روش سوم: حمام اولتراسونیک
به منظور تمیز کردن دستگاه های چاپی که در آن ها از رزین های سمی SLA بهره گرفته می شود، می توان از روش حمام اولتراسونیک نیز بهره برد. این روش بسیار حرفه ای و البته بهای مربوط به آن نیز بالا است.
با استفاده از مایع پاک کننده می توان حمام را پر کرد تا به این وسیله، دستگاه چاپ پوشش داده شود. این کار باعث می شود تا رزین چسبیده به مدل مورد نظر شما به راحتی از بین برود. این گونه است که سطح تمیزی را پس از انجام این مراحل مشاهده خواهید کرد.
در راستای انجام فرآیند تمیز کردن، به طور معمول از مایع ایزوپروپیل الکل استفاده می شود؛ اما در صورت نداشتن این ماده می توان از مواد شیمیایی خاصی مانند دی پروپیلن گلیکول مونو متیل اتر (DPM) یا تری پروپیلن گلیکول مونو متیل اتر (TPM) نیز اسفاده کرد. بهتر است در مصارف عادی از TPM و در کاربرد های صنعتی از DPM بهره گرفته شود.

روش چهارم: غوطه ور کردن و شستشو
در صورتی که نمی توانید حمام اولتراسونیک را به منظور انجام روش تمیز کردن فراهم سازید، بهتر است از وان محتوی ایزوپروپیل الکل استفاده کنید. شما می توانید قسمت مورد نظر خود را در این وان به خوبی شست و شو دهید تا پس از تمیز کردن، رزین باقی نماند.
این روش آسان است و سرعت کار شما را بالا می برد، اما کیفیت آن در قیاس با حمام اولتراسونیک پایین تر است. تنها دو بار شست و شو کافی است تا بتوانید رزین را از سطحی که به آن چسبیده است، جدا کنید.
رزین قابل شستشو با آب در راستای تمیز کردن
استفاده از رزین هایی که بتوان آن ها را با آب شست و شو داد، گزینه ی کم خطر تر و ایمن تری برای تمیز کردن است. این نوع از رزین در قیاس با دیگر رزین های موجود ضعیف تر است اما تمیز کردن آن نیز ساده تر خواهد بود.

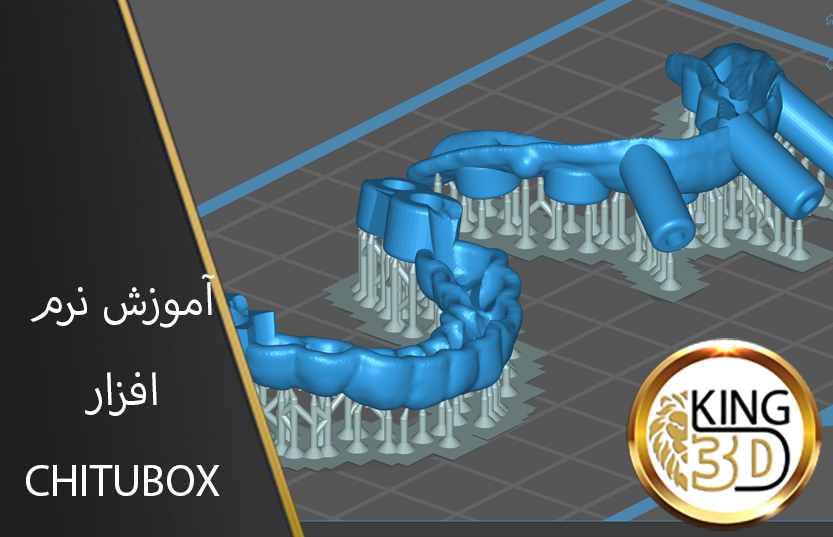
آموزش نرم افزار chitubox
معرفی نرم افزار های برش دهنده در چاپ سه بعدی
هر یک از برنامه های برش دهنده را می توان به عنوان یک ابزار برای پیش پردازش در نظر گرفت. مولفه های مربوط به روند چاپ و نیز مدل های دیجیتال که سه بعدی هستند، با استفاده از این برنامه ها به دستورالعمل های مفیدی برای استفاده در چاپگر های سه بعدی تبدیل می شوند.
به منظور استفاده از هر یک از روش های چاپ سه بعدی، این یک قدم لازم و مهم است. این کار را صرف نظر از نوع فناوری مورد استفاده (از قبیل SLS، FDM، SLA و …) می بایست در نظر داشت.
بسیاری از افراد ارتباط میان نسل G-Code را با برش در نظر دارند. چنین نظری از سوی مخاطبین منطقی است. چرا که یکی از فناوری هایی که در چاپ سه بعدی مورد پسند است، FDM می باشد. ماهیت این قالب با سایر قالب ها متفاوت است. به همین دلیل است که نمی توان از آن در چاپ های سه بعدی رزینی بهره گرفت.
به دلایل ذکر شده در فوق، می بایست از نرم افزار های تخصصی به منظور استفاده از چاپگر های سه بعدی بهره برد. بسیاری از دستگاه های چاپ با برش دهنده های مخصوص تولید می شوند. این یک قابلیت است اما برتری خاصی را در قیاس با سایر چاپگر ها ایجاد نمی کند.
از ابزار هایی که با مهم ترین و شناخته شده ترین دستگاه های چاپ سه بعدی رزینی سر و کار دارد، می توان به ChiTuBox اشاره کرد. در این مطلب بنا داریم تا با برش دهنده آشنا شویم و به مهم ترین و کاربردی ترین خصوصیت ها و قابلیت های آن اشاره کنیم.
آموزش نرم افزار chitubox
از یکی از نرم افزار های تخصصی که کار برش را برای چاپگر های سه بعدی رزینی انجام می دهد، می توان به ChiTuBox اشاره کرد. این نرم افزار منطبق بر قابلیت هایی از قبیل SLA، DLP و LCD است. شرکت CBD-Tech که در چین واقع شده است، نسخه ی شماره 1.0 این نرم افزار تخصصی را در سال 2017 میلادی روانه ی بازار کرد. فعالیت این شرکت از سال 2013 میلادی آغاز شد.
در ابتدای امر، این شرکت سخت افزار و قطعات مربوط به چاپگر های سه بعدی را توسعه داد. این شرکت برای توسعه ی سخت افزار چاپگر های سه بعدی، بر روی برد های کنترلی تمرکز کرد که تحت عنوان سری ChiTu در بازار مورد عرضه و انتشار قرار گرفت.
شرکت چینی CBD-Tech اگرچه فعالیت خود را در حوزه ی سخت افزاری ادامه می دهد، اما کار خود را در حوزه ی نرم افزار نیز آغاز کرده است. از یکی از نرم افزار های تولید شده توسط CBD-Tech می توان به ChiTu DLP Slicer اشاره کرد. البته این نرم افزار با توقف استفاده و بهره برداری همراه شد.
پس از مدتی، نرم افزار مذکور نام خود را به AnyCubic تغییر داد. نرم افزار AnyCubic با نرم افزار ChiTu DLP Slicer شباهت بسیار زیادی دارد.
ChiTuBox یکی از محبوب ترین و شناخته شده ترین جایگزین های نرم افزار اختصاصی چاپگر های رزینی است. با استفاده از این نرم افزار می توان کنترل مهمی را بر روی تنظیمات مرتبط با چاپ داشت. این نرم افزار همچنین از رابط کاربری بسیار مفید برخوردار است.
از مزیت های این نرم افزار می توان به برخورداری از نسخه های مربوط به سامانه های عامل گوناگون مانند لینوکس، مک و ویندوز اشاره کرد. نسخه ی عمومی این نرم افزار به صورت رایگان عرضه می شود. این در حالی است که می بایست برای تهیه ی نسخه ی ویژه ی آن، 169 دلار را به عنوان اشتراک سالیانه پرداخت کنید.
در این محتوا ابتدا ChiTuBox مورد بررسی قرار می گیرد. سپس تعدادی از مزیت های بسط یافته در نسخه ی ویژه در قیاس با نسخه ی عمومی مورد بررسی قرار خواهد گرفت.
آموزش نرم افزار chitubox
زیرساخت ها در استفاده از نرم افزار های برش دهنده
می توان گفت که فناوری ChiTuBox مدل های گوناگونی از چاپگر های سه بعدی رزینی را پوشش می دهد. این مدل ها توسط 14 تولید کننده ی گوناگون تولید شده اند. از جمله ی این چاپگر ها می توان به دستگاه هایی مانند Phrozen Sonic Mini 8K، Saturn 2 و Mars 3 Elegoo اشاره کرد. فناوری ChiTuBox از این مدل ها به صورت رسمی پشتیبانی به عمل می آورد.
از قابلیت های ChiTuBox Pro این است که Mars 3 همراه با آن به مدت یک سال و به صورت رایگان عرضه می گردد.
در نظر داشته باشید که فناوری ChiTuBox از فرمت های گوناگونی که در چاپگر های سه بعدی استفاده می شود، پشتیبانی به عمل می آورد. علاوه بر این، فرمت های اصلی خود را نیز با عنوان های cbddlp و chitubox ارائه می دهد. با فرمت های اصلی این فناوری، برش به راحتی صورت می گیرد و اطلاعات مربوط به برش ذخیره می شود.
شما می توانید در نسخه ی ویژه ی ChiTuBox Pro از فرمت های مربوط به فایل های مورد استفاده در نرم افزار AutoCad نیز استفاده کنید. از جمله ی این نرم افزار ها می توان به fdx.، ds3، .step و دیگر فرمت ها اشاره کرد.
این فناوری را می توان با استفاده از 19 زبان گوناگون مورد استفاده قرار داد. همین موضوع باعث شده است تا کاربران بسیاری به آن روی بیاورند. استفاده از اطلاعات مفید کاربران در کنار بهره گیری از آموزش های کانال های رسمی بسیار تاثیر گذار خواهد بود.
آموزش نرم افزار chitubox
فناوری ChiTuBox در برش بسیار قوی است، اما این به معنای پیچیده بودن کار کردن با آن نیست. حتی افرادی که برای اولین بار از این نرم افزار استفاده می کنند، پیچیدگی را در کار با آن احساس نخواهند کرد. به منظور کسب اطلاعات بیشتر در ارتباط با ویژگی ها، کاربردها، تنظیمات و ابزار های نرم افزار می توانید از دفترچه ی راهنمای آن در سایت مربوطه استفاده کنید.
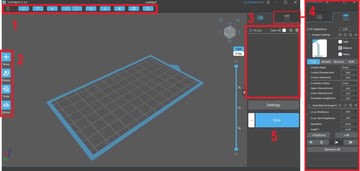
از قسمت های مربوط به رابط کاربری این نرم افزار می توان به موارد زیر اشاره کرد:
تنظیمات چاپگر از طریق این گزینه قابل دسترسی است. در این قسمت مولفه هایی مانند زمان نوردهی و ارتفاع لایه را به صورت دستی می توان تنظیم کرد.
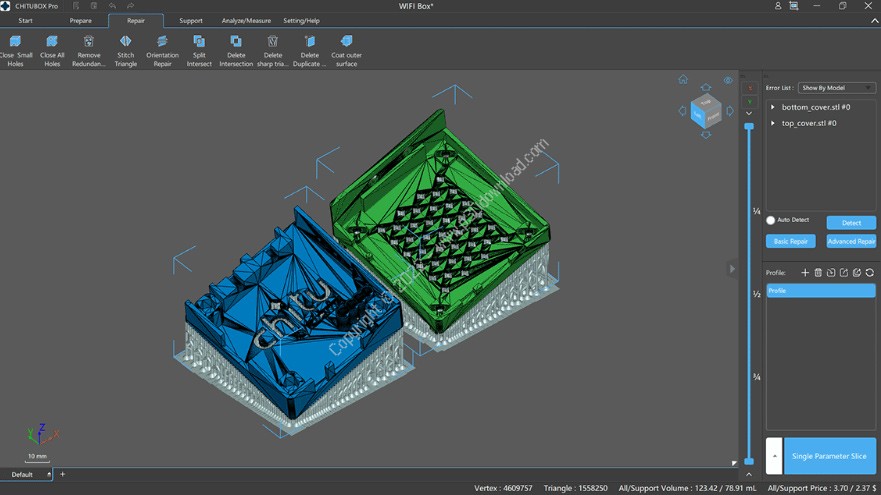
طراحی پنل منو را می توان به عنوان مهم ترین و بزرگ ترین تفاوت در نسخه های عمومی و ویژه ی این نرم افزار بر شمرد. نسخه ی حرفه ای دارای یک پنل منو است که از شش قسمت پشتیبانی، تعمیر، شروع، آماده سازی، تنظیم / راهنما و تجزیه و تحلیل / اندازه گیری تشکیل شده است. هر یک از این قسمت ها عملیات و ابزار های گوناگونی دارد.
آموزش نرم افزار chitubox
از برنامه های منحصر به فردی که ابزار های متعددی را در خود گنجانده است، می توان به ChiTuBox slicer اشاره کرد. استفاده از این برنامه باعث می شود کاربر کنترل قابل توجهی را بر روی روند چاپ داشته باشد. با استفاده از این نرم افزار می توان بسیاری از مولفه های مرتبط با چاپ را تنظیم کرد یا تغییر داد.
از میان این مولفه ها می توان به مواردی مانند ایجاد فاصله ی زمانی در خاموش کردن نور، تغییر در سرعت بلند شدن صفحه ساخت از مخازن رزین و دیگر موارد اشاره کرد.
پروفایل ها
با استفاده از این نرم افزار همچنین می توان پروفایل های مربوط به چاپ را به صورت جدا از یکدیگر ایجاد کرد. این کار با استفاده از قابلیتی تحت عنوان Simplify3D انجام می شود. این قابلیت می تواند باعث تسهیل در به اشتراک گذاری این فایل ها شود.
طرح بندی خودکار
در ارتباط با موقعیت یابی، علاوه بر قابلیت های متعددی که وجود دارد و پیش از این نیز به آن ها اشاره کرد، ChiTuBox ابزاری به نام Auto Layout دارد. با Auto Layout می توان ویژگی های صفحه ی ساخت را ویرایش کرد و فضا را به صورت هم زمان بهینه سازی کرد.
می توان با استفاده از این قابلیت ساختار مربوط به عملکرد برش دهنده را ویرایش کرد. دلیل آن این است که استفاده از حالت خودکار از کارآمدی و مقبولیت بالایی برخوردار است.
شما می توانید با استفاده از دستگاه ChiTuBox Pro از مولفه های بیشتری به منظور تنظیم قرار گرفتن مدل ها برخوردار باشید. از جمله ی این مولفه ها می توان به قابلیت تعیین کردن ناحیه ی صفحه ی ساخت اشاره کرد. می توان Auto Layout را به عنوان یکی از ابزار هایی تلقی کرد که مدل را آماده سازی می کنند. از دیگر ابزار ها در این خصوص می توان به Auto Orientation و Split Model اشاره کرد.
آموزش نرم افزار chitubox
بهره مندی از قابلیت خالی کردن درون مدل در نرم افزار
خالی کردن درون مدل های وارداتی و نیز تعبیه کردن سوراخ های تخلیه یکی از مهم ترین و شناخته شده ترین قابلیت های ChiTuBox است. از این فرآیند در چاپگر های سه بعدی رزینی استفاده می شود. این قابلیت باعث مصرف بهینه ی مواد گوناگون می شود. در نظر داشته باشید که رزین هایی که قابلیت اصلاح دارند از بهای قابل توجهی نیز برخوردار هستند.
شما می توانید ضخامت دیوار را با استفاده از ابزار Hollow تعیین کنید. درون مدل را بر اساس این ابزار و عملکرد آن می توان به راحتی خالی کرد. خروج رزین های داخلی در خلال روند چاپ با استفاده از روزنه های تخلیه میسر خواهد شد.
پیدا کردن روزنه های تخلیه به سادگی با استفاده از ابزار Dig Hole میسر خواهد شد. کافی است با استفاده از Dig Hole اندازه ی مورد نظر خود را تعیین کنید. شما می توانید با بهره گیری از ChiTuBox Pro از قابلیت های بیشتری در قیاس با نسخه ی عمومی ارائه شده استفاده کنید.
در صورتی که به صورت حرفه ای از نرم افزار استفاده کنید، می توانید مواردی از قبیل زاویه ی میان لبه های کنار هم، فاصله ی میان لبه های عمود بر هم و نیز تعداد لبه های دارای روزنه را تعیین کنید.
برخی از روزنه ها ممکن است که گاهی بیش از حد انتظار در معرض آسیب و شکنندگی قرار بگیرند. این موضوع خصوصا برای مدل هایی صادق است که به استحکام قابل توجهی نیاز دارند. به منظور پیشگیری از وقوع چنین رخدادی می توان با استفاده از ChiTuBox نسبت به ایجاد مدل های پر کننده اقدام کرد.
این اقدام به فعالیتی که قسمت های برش FDM پیاده سازی می کنند، شباهت زیادی دارد. این قابلیت برای قطعه هایی که وظیفه ی برش محصولات چاپ رزین را بر عهده دارند، ویژه است. میزان پر کردن دیوار و تعیین ضخامت آن توسط کاربر در چنین شرایطی می تواند به صورت هم زمان و یکجا انتخاب شود.
آموزش نرم افزار chitubox
از بین بردن مشکلاتی که به شکل و قالب مدل های سه بعدی مربوط می شود، با استفاده از قابلیت هایی که در ChiTuBox’s Repair ایجاد شده است، امکان پذیر است. از برخی از ابزار های مفید موجود در بخش ذکر شده می توان به دو ابزار Auto Repair و Invert Normal اشاره کرد.
شما می توانید با بهره گیری از Invert Normal نسبت به برعکس کردن نقطه های نرمال چهره ی مدل مورد نظر اقدام کنید. با استفاده از نقطه های نرمال می توان به طور کلی برای تعیین جهت صفحه های درون یک مدل از قبیل رو به داخل یا رو به بیرون بودن آن ها اقدام کرد.
نقطه های نرمال که در یک مدل سه بعدی تعریف شده اند و قرار گرفته اند باید جهت درستی را داشته باشند. در چنین حالتی است که برش دهنده می تواند قسمت های جامدی را که قابلیت چاپ دارند تعیین کند.
با استفاده از ابزار Auto Repair می توان به تعیین و رفع مشکلات و عیب های مرتبط با هندسه و شکل مدل پرداخت. این معایب می تواند شامل نقطه های نرمال قابل برگشت باشد.
در قیاس با نسخه ی عادی، نسخه ی ویژه قابلیت های بیشتر و ابزار های کاربردی تری را در خود جای می دهد. نوع خطا یا مدل آن می توان نمایش و تعیین آن را امکان پذیر سازد. در سمت چپ نرم افزار، یک نوار ابزار کامل تعریف و ایجاد شده است. کاربران با استفاده از امکانات درون نوار ابزار سمت چپ آن می توانند نسبت به اصلاح کردن قسمت خارجی مدل، تغییر و تعیین صفحه های مدل و پر کردن روزنه ها اقدام کنند.
شما می توانید با بهره گیری از قابلیت هایی نظیر معکوس سازی، اضافه نمودن و حذف کردن مثلث ها نسبت به ویرایش های سطح دانه ای نیز اقدام نمایید.
در حال ضبط
یکی از مهم ترین قابلیت هایی که در ChiTuBox وجود دارد، ابزاری است که با استفاده از آن می توان نسبت به ضبط نمودن صفحه اقدام کرد. با استفاده از این قابلیت که در نوار ابزار بالای صفحه ی اصلی برنامه تعبیه شده است، می توان به ضبط نمودن یک فایل ویدیویی اقدام کرد.
این قابلیت نیز برای کاربران وجود دارد که با استفاده از کلید های میانبر مورد نظر، از رابط های اصلی ScreenShot بگیرد و ویرایش به واسطه ی آن انجام شود.
پیش نمایش
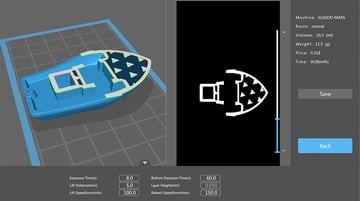
پس از پیکربندی تمامی تنظیمات و پردازش نمودن برش، ChiTuBox می تواند چاپ را شبیه سازی نماید. مدل های سه بعدی این قابلیت را دارند که مولفه های موثر در ساخت و تولید آن ها را در نرم افزار کنترل کرد. می توان چنین ادعا نمود که ChiTuBox همچنین می تواند با استفاده از برش دهنده ی خود، مواردی مانند میزان مواد گوناگون و زمان تقریبی ساخت را نمایش دهد.
تنظیمات Anycubic Photon در chitubox :
Anycubic Photon را می توان به عنوان یکی از شناخته شده ترین و در عین حال به صرفه ترین چاپگر های سه بعدی موجود در بازار دانست. این چاپگر سه بعدی بر مبنای رزین عمل می کند.
این دستگاه با استفاده از نرم افزار بسیار کاربردی و در عین حال ساده، کار ها را بر مبنای کاربرد فوتون به سرانجام می رساند. چاپ های بعدی که از کیفیت بالایی برخوردار هستند را می توان با استفاده از برش دهنده ای اختصاصی به نام Anycubic انجام داد.
هر چه مدل مورد استفاده در راستای فراهم کردن استفاده از فوتون پیچیدگی بیشتری داشته باشد، تنظیمات چاپگر می بایست به میزان بیشتری کنترل شود.
به منظور استفاده از مدل های پیچیده تر می توان از برش دهنده ای به نام ChiTuBox استفاده کرد. این محصول توسط شرکت چینی که CBD-Tech نام دارد، تولید می شود.
از این محصول می توان بیش از 20 چاپگر گوناگون بر مبنای رزین را به صورت رسمی مورد پشتیبانی قرار داد. از جمله ی چاپگر های بر مبنای رزین می توان به Anycubic Photon اشاره کرد.
از این برش دهنده در کنار نمایه استوک برای فوتون استفاده می شود. پیش از کار با این تجهیز، می بایست تنظیمات چاپ و تناسب آن با سخت افزار را مورد بررسی قرار داد.
پیکربندی آن به صورت قدم به قدم برای نسخه ی رایگان و اصلی این برش دهنده پوشش داده خواهد شد. علاوه بر این، برای هر یک از موارد، پیشنهاداتی را در ارتباط با مقادیر بهینه برای هر یک ارائه خواهیم نمود.
بهتر است گفته شود که چاپ رزین اجازه ی تعریف بسیاری از مولفه های چاپ را در حین انجام عملیات برش به کاربر نمی دهد. بسیاری از این موارد، با رزین های خاص مرتبط است.
تنظیمات سخت افزار تعیین کننده ی تنظیمات باقی مانده در ارتباط با چاپ بر مبنای استفاده از فوتون است. هرچند در برخی از موارد، نمایه قابلیت پوشش دادن پیش فرض مدل های خاص را ندارد. بنابراین می توان تنظیمات مورد نظر را ویرایش کرد.
تنظیمات Anycubic Photon در chitubox
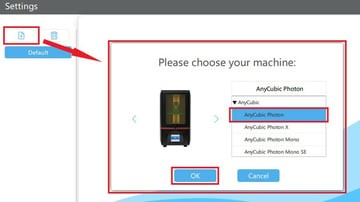
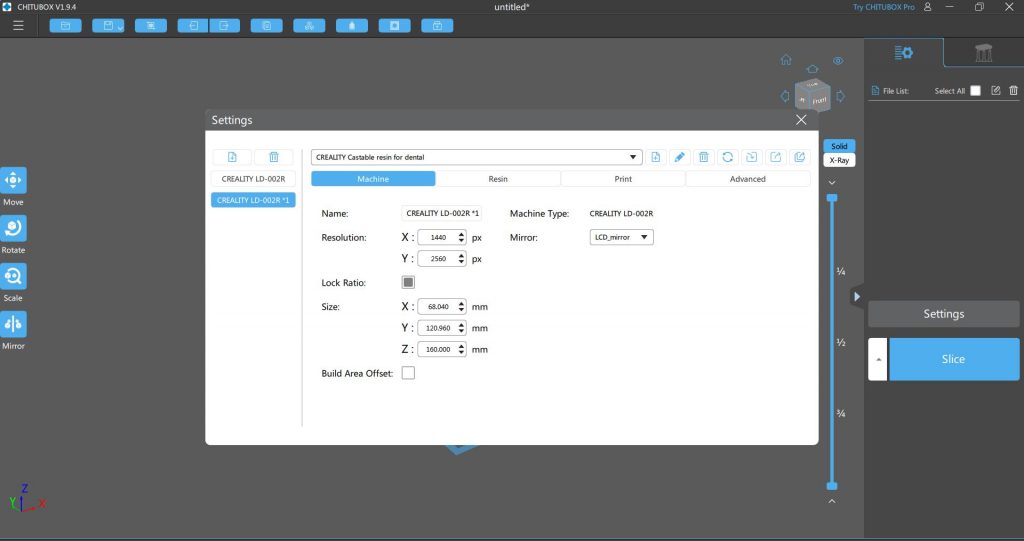
به راحتی می توان Anycubic Photon را در ChiTuBox مورد استفاده قرار داد. با استفاده از این فرآیند می توان به صورت خودکار، ویژگی های فیزیکی دستگاه مانند وضوح و ابعاد و اندازه ها را پیکر بندی کرد.
این در حالی است که پیشنهاد تنظیمات دستگاه به منظور چاپگر سه بعدی با بهره گیری از فوتون، چاپ پیش فرض است. برخی اوقات می توان از نمایه های مواد دیگر مانند رزین در دستگاه استفاده کرد. هر چند این مورد برای فوتون Anycubic به کار نمی آید.
این مراحل اولیه برای شروع است:
پس از انجام این مراحل، می توان فوتون را در پنل سمت چپ در بخش تنظیمات به فهرست اضافه کرد. پس از پیکربندی نمودن همه ی مولفه های دستگاه، می بایست تنظیمات چاپ را به طور دقیق انجام داد.
تنظیمات Anycubic Photon در chitubox
ما در این قسمت تمامی نکات ضروری را در ارتباط با تنظیمات چاپ ChiTuBox و نحوه ی استفاده از فوتون را در آن مورد بررسی قرار می دهیم. در ارتباط با مناسب ترین ترکیب در مقادیر پیش فرض از نمایه سهام نیز اطلاعاتی را ارائه خواهیم نمود.
تنظیمات ذکر شده در تمامی فناوری های چاپ سه بعدی یکسان است. بسیاری از کاربران با این موارد به خوبی آشنایی دارند.
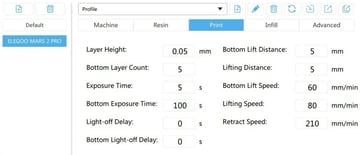
ارتفاع لایه ضخامت هر برش به منظور ایجاد یک شیء سه بعدی مورد بررسی قرار می گیرد. ارتفاع بر روی زمان و بیشتر از آن، بر روی کیفیت چاپ موثر است. محدوده ی ارتفاع لایه را چاپگر سه بعدی با استفاده از قابلیت های خود تعیین می کند.
محدوده ی معرفی شده برای وضوح لایه ی فوتون از 0.25 تا 0.1 میلی متر است. عدد دقیقی وجود ندارد که بتوان آن را به عنوان ارتفاع صحیح برای لایه معرفی کرد؛ هرچند پس از بررسی، مقدار 0.05 میلی متر برگزیده شد. دلیل این انتخاب، تناسب میان کیفیت با زمان چاپ است.
تنظیمات Anycubic Photon در chitubox
تعداد لایه های پایین
تعداد لایه ها میزان قوت چسبندگی را برای صفحه ی ساختمانی تعیین می کنند. این کار به منظور قرار گرفتن هر چه بیشتر لایه ها در معرض نور انجام می شود. در این حالت است که پایه ی محکمی برای مدل ایجاد می شود.
اندازه ی اولین لایه های چاپ با استفاده از مقدار مشخص شده تعیین می شود. در نهایت، مولفه های دیگری مانند زمان نوردهی پایین بر روی عملیات مورد نظر تاثیر می گذارد.
در ارتباط با پروفایل های فوتون، برخی از افراد ترجیح می دهند که حداکثر از هفت لایه ی پایین استفاده کنند. البته پس از بررسی هایی که انجام داده شد، این نتیجه حاصل شد که استفاده از چهار لایه پروفایل فوتون کافی است تا یک پایه ی قوی و محکم ساخته شود.
تعیین دقیق و مناسب تعداد لایه های پایینی باعث فزونی یافتن زمان چاپ می شود. دلیل آن این است که زمان نوردهی در این لایه ها از لایه های معمولی به مراتب بیشتر است. در صورتی که مشاهده کردید که چسبندگی مدل به تخت با سختی زیادی همراه است، بهتر است تعداد لایه های پایینی را بیشتر کنید.
تنظیمات Anycubic Photon در chitubox
زمان نوردهی و زمان نوردهی پایین
به مدت زمانی که هر لایه به منظور جذب انرژی از اشعه ی فرابنفش استفاده می کند تا تغییر فاز از مایع به جامد و نیز حفاظت صورت بگیرد، بازه ی زمانی قرار گرفتن در معرض گفته می شود. مدت زمان قرار گرفتن در معرض برای یک لایه، تناسب مستقیمی با استحکام آن دارد. از عواملی که کیفیت چاپ را پایین خواهد آورد، می توان به تابش نور بیش از حد لازم اشاره کرد. تابش نور بیش از حد می تواند باعث کاهش کیفیت مدل شود.
از عوامل گوناگونی که می توانند بازه ی زمانی نوردهی را تعیین کنند، می توان به رنگ لایه، میزان شفافیت لایه، اندازه ی ارتفاع لایه و رزینی که در آن به کار می رود، اشاره کرد. این بازه ی زمانی برای فوتون به طور معمول 6 تا 14 ثانیه می باشد.
یکی از راهکار هایی که در ارتباط با رزین ها مطرح می شود، این است که برند های تولید کننده ی رزین هایی که به تازگی قرار است از آن ها استفاده کنید را مورد بررسی و آزمایش قرار دهید. صفحه های برخوردار از تنظیمات فوتون برای تعداد قابل توجهی از رزین ها در بازار موجود است. این می تواند اولین قدم شما به منظور انجام کالیبراسیون باشد.
تنظیم با زمان نوردهی پایین ارتباط دارد. زمان نوردهی پایین بر اساس تنظیمات پیشین بر روی لایه های پایینی پیاده سازی خواهد شد. شما می توانید از مقدار بیشتری به منظور تعیین زمان نوردهی برای لایه های پایین استفاده کنید. دلیل آن این است که این لایه ها برای چسبیدن کامل به تخت به میزان تابش بیشتری نیاز دارند.
در مجموع بهتر است میزان نوردهی به لایه های پایین، از مقدار هایی که در حالت عادی برای نوردهی استفاده می شود، 8 تا 10 برابر بیشتر باشد.
حالت انتظار در حین چاپ
رزینی که در مخزن قرار دارد در زمان چاپ کردن باید از یک بازه ی زمانی مناسب به منظور تکمیل شدن روند محافظت از هر لایه برخوردار باشد.
ChiTuBox Basic به منظور بررسی و کنترل نمودن این مورد با معرفی نسخه ی 1.9.0 راهکار تازه ای را ارائه کرده است. این راهکار بر مبنای تغییراتی در تنظیمات بازه ی زمانی استراحت در نظر گرفته شده و ارائه شده است. هر چند باید در نظر داشته باشید که از این قابلیت نمی توان در دستگاه های Anycubic بهره مند شد.
به همین دلیل است که شما باید برای جبران این موضوع از حالت Light Off Delay بهره ببرید. این حالت را می توان در میان گزینه های موجود در منوی کشویی پیدا و انتخاب کرد.
تاخیر نور خاموش و تاخیر نور پایین در نوردهی
در شرایطی که بتوان لایه را به طور کامل مشاهده کرد، اشعه ی فرابنفش خاموش خواهد شد. در این حالت، صفحه ی ساخته شده از جای خود به سمت بالا حرکت خواهد کرد.
در این حالت، آرایه های vat و فرابنفش هر دو به صورت هم زمان خنک خواهند شد. این در حالی است که چنین شرایطی، ایجاد یک فضای مناسب را برای رزین جدید فراهم می کند تا از این طریق بتوان شکاف (Gap) لایه را پر نماید.
به مدت زمانی که آرایه ی اشعه ی فرابنفش ناشی از فوتون خاموش می شود، بازه ی زمانی تاخیر در خاموش شدن نور گفته می شود.
فوتون از دیدگاه سامانه ی عامل در مدل های قدیمی 6.5 ثانیه تاخیر در زمان نوردهی دارد. برای مدل های جدید میزان تاخیر کمی پایین تر است و به 4.5 ثانیه رسیده است. اگر متناسب با قدیمی یا جدید بودن مدل، تاخیر زمانی در نظر گرفته نشود، می تواند مشکلات قابل توجهی را برای عملکرد صحیح فوتون به دنبال داشته باشد.
مشخصات سهام ChiTuBox باعث رسیدن این مقدار به صفر می رسد. این اقدام به عنوان یک مزیت مهم شناخته می شود. آن چه مهم است این است که بر خلاف تصوراتی که بسیاری از افراد در ذهن دارند، رسیدن این مقدار به صفر تاثیر خاصی بر روی زمان از پیش تخمین زده شده ی چاپ نمی گذارد.
تنظیم این مورد تنها می تواند با استفاده از طولانی تر کردن روند آن، زمان چاپ را دستخوش تغییر قرار دهد. این در صورتی است که زمان تاخیر برای مدت بیشتر از 7 ثانیه تعیین شود.
بازه های زمانی طولانی تر خاموش کردن دستگاه باید زمان های بیشتری را ایجاد کند تا رزین جدید به خوبی جریان پیدا کند و بتواند بر روی فیلم FEP قرار بگیرد. این قابلیت برای کار با رزین های چسبنده که از جریان های برخوردار از بازه های زمانی بیشتر استفاده می کنند، مناسب تر خواهد بود.
به جهت بهره گیری از رزین های استاندارد، مقادیری که به سامانه های عامل داده می شود می بایست به صورت مناسب عمل کنند و بازه ی زمانی چاپ در این صورت است که به مقدار کمینه ی خود خواهد رسید.
زمانهای خاموش طولانیتر باید زمان بیشتری را برای جریان یافتن رزین تازه و نشستن روی فیلم FEP فراهم کند. این می تواند در هنگام کار با رزین های چسبناکی که جریان آنها طولانی تر است مفید باشد.
برای رزین استاندارد، مقادیر تعریف شده توسط سیستم عامل باید به خوبی کار کنند و کل زمان چاپ را به حداقل می رساند.
تنظیمات Anycubic Photon در chitubox
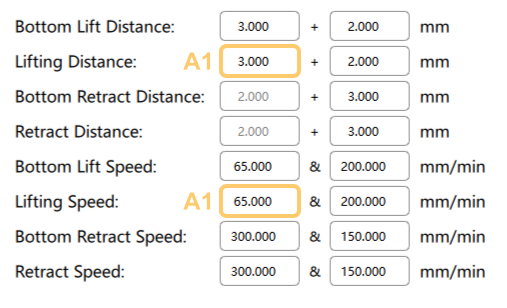
تنظیمات آسانسور (فاصله و سرعت)
موارد مرتبط با تنظیمات بالابر ها به مولفه های خاصی اطلاق می شود که ناظر بر حرکت صفحات ساخت میان چرخه هایی است که به منظور نوردهی مورد استفاده قرار می گیرند. حرکات صفحات ساخت میان چرخه ها در جهت های بالا و پایین صورت می گیرد.
با استفاده از واحد میلی متر است که فاصله ی بالابر تعیین می شود. این فاصله ای است که صفحه ی ساخت آن را پیمایش می کند. این در حالی است که بازه ی طولی برای بالابر پایین به طور یکسان تعیین می شود و چنین حالتی را می توان تنها برای اولین لایه ها تعیین نمود.
ChiTuBox بازه ی طولی 5 میلی متری را به صورت پیش فرض برای لایه های عادی و پایینی طیف وسیعی از چاپگر های سه بعدی مانند فوتون Anycubic تعیین خواهد کرد. افزایش میزان بازه ی تعیین شده مورد نظر نیست؛ چرا که این افزایش موجبات هرچه طولانی تر شدن زمان چاپ را فراهم می کند.
سرعت بالابر را می توان همان نرخ بالا و پایین شدن صفحات ساختمانی دانست. سرعت بالابر را با استفاده از واحد میلی متر بر دقیقه اندازه گیری و معرفی می کنند. سرعت بالابر در حالت های گوناگون با لایه های عادی و لایه های پایینی تناسب و تطبیق داده شده است.
در صورتی که سرعت بیش از حد استاندارد برای بلند کردن به کار رود، شاهد شکسته شدن تکیه گاه های به کار رفته خواهیم بود. دلیل آن این است که لایه ی در دست کار، پس از تابش و آماده سازی به گونه ای ملایم به فیلم FEP خواهد چسبید.
اگر بلند کردن با سرعت بسیار پایینی صورت بگیرد، زمان چاپ بر مبنای تصاعد فزونی خواهد یافت. چرا که در چنین حالتی، زمان مناسبی به هر یک از لایه ها اختصاص خواهد یافت و افزوده خواهد شد.
به هیچ عنوان نمی توان سرعت جمع کردن را با کاری که در چاپگر های سه بعدی FDM صورت می گیرد مرتبط دانست. در ChiTuBox، این مولفه می تواند به راحتی موجبات تنظیم سرعت صفحه ی ساخت از بالا به پایین را فراهم سازد.
در تنظیم سرعت صفحه ی ساخت از بالا به پایین این نکته در نظر گرفته می شود که سرعت ذکر شده از سرعت بالابر بسیار بالاتر و بیشتر است. با عنایت به ویژگی های مربوط به سهام فوتون، می بایست در نظر گرفت که استفاده از آن بر اساس سرعت 150 میلی متر بر دقیقه تنظیم شده است.
کالیبراسیون بسیار مهم است
همانطور که قبلا ذکر شد، بسیاری از تنظیمات چاپ SLA یا وابسته به سخت افزار هستند یا به شدت به رزین های خاص مورد استفاده مربوط می شوند. با این حال، برای مدلهای مشکلساز، تغییر دادن این تنظیمات میتواند یک نجات واقعی باشد و بهینهسازی آنها میتواند چاپ سریعتری را بدون کاهش کیفیت ارائه دهد.
در چنین شرایطی است که می توان از کالیبراسیون به صورت کاربردی بهره گرفت. هر یک از برند های رزین و شرایط آن ها با یکدیگر متفاوت هستند. این موضوع می تواند حتی در برخی از زمان ها در یک مجموعه یا شرکت به وقوع بپیوندد.
حالا که متوجه شده ایم که هر یک از مولفه های مورد نظر بر روی چه مولفه ی دیگری اثر گذار است، می توان با طیب خاطر جست و جو کرد و مشاهده کرد که بهره گیری از چه حالت هایی در تنظیمات می تواند شما را به سمت بهترین کار قابل انجام رهنمون سازد.
به منظور اطلاعات بیشتر می توانید از نکات مهمی استفاده کنید که AmeraLabs به منظور انجام کالیبراسیون و نیز پیاده سازی و اجرای یک مدل بی نظیر برای کالیبراسیون SLA معرفی نموده است.