پرینت سه بعدی برنز







اینجا ما به همه محصولات برنزی، نحوه به دست آوردن آنها و نقش رو به پرینت سه بعدی برنز در هنر عمومی نگاه می کنیم، مانند مجسمه جدید و تقریباً 7 متری برنزی “Embrace” در بوستون.
امکان پرینت مستقیم سه بعدی با استفاده از 100٪ برنز وجود داره، اما با این حال استفاده از فیلامنت هایی که با مقدار کافی ای از پودر برنز تعبیه شده اند بسیار مقرون به صرفه تر هستن. حالا، بیایید نگاهی به برخی از فرآیندها و خدمات پرینت سه بعدی برنز بیندازیم.
هنگامی که بیش از 5000 سال پیش مردم شروع به مخلوط کردن مس نرم با قلع برای ساختن برنز برای ابزار، سلاح، هنر و سکه کردن، یکی از مهمترین دگرگونیهای فرهنگی در تاریخ بشر به وجود اومد.
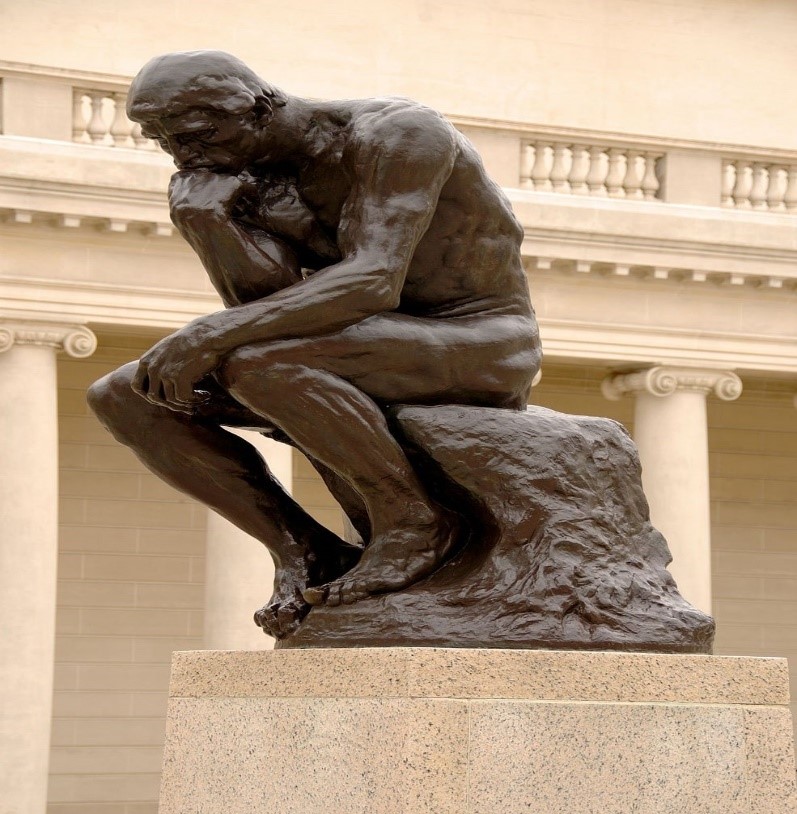
ابتدا، بیایید به یکی از نمادین ترین کاربردهای برنز نگاه کنیم: مجسمه برنز. به طورمعمول، مجسمههای برنزی، مانند « اندیشه گر »، در اول کار در خاک رس مجسمهسازی میشدن، سپس با گچ پوشانده میشدن تا قالبی به وجود بیاد که برنز مذاب درون آن ریخته شود. این نکته رو هم در نظر بگیرید که مجسمه های بزرگ اغلب به صورت قطعات ریخته شده مونتاژ می شدن.
اما امروزه با استفاده از طراحی های کامپیوتری و مدلهای چاپ سهبعدی برای ریختن مجسمهها استفاده میکنن.
برنز و آلیاژهای برنز، مواد ارزشمندی برای طیف وسیعی از کاربردهای صنعتی هستن. Spee3D سازنده پرینترهای سه بعدی فلزی نشان داد که برای ارتش نیز امکان استفاده از چاپ سه بعدی وجود داره.
تیمی از ارتش استرالیا توانستند یک ضامن دار برنزی آلومینیومی توپ و تفنگ را به وزن 2 کیلوگرم در 60 دقیقه چاپ کنن. این ابزار برای کار با مسلسل خودروی زرهی سبک استرالیایی مورد نیاز هستش. برنز به دلیل کیفیت مقاوم در برابر جرقه اون مهم بود. با استفاده از چاپگر Spee3D، ساخت این مورد حدود 100 دلار هزینه داشت. سربازان همچنین یک لولای برنز آلومینیومی را چاپ کردن که یک بخش ضروری برای عملکرد ایمن پمپاژ دستی سوخت در 10 دقیقه با هزینه حدود 35 دلار بود.
اول از هر چیزی باید این رو در نظر داشته باشید که ساختن قالب و ریختن برنز مذاب ممکن هستش که دارای خطا باشه و عملی نشه . با این حال، روش های جایگزینی برای پرینت برنز با استفاده از چاپگرهای رومیزی FDM وجود داره. فیلامنت هایی در بازار وجود دارن که می تونن قسمت های نهایی تقریباً برنزی خالص را تولید کنن. انتخاب فیلامنت مناسب بستگی به نیاز شما داره ، زیرا هر چه محتوای برنز بیشتر باشه طبیعتا فیلامنت گران تر خواهد بود. در اینجا برخی از انتخاب های برتر ما از بهترین رشته های برنز و برخی از جایگزین های موجود در بازار آورده شده.
این شرکت فیلامنت برنزی را برای پرینترهای سه بعدی FDM که قطعات برنزی تولید می کنن ارائه میده. این فیلامنت از 90-88 درصد پودر برنز مخلوط شده در یک بایندر پلیمری تشکیل شده. بعد از چاپ با این فیلانت ، جسم باید در کوره پخته بشه تا پلیمر از بین بره و برنز ذوب شه. چاپ این فیلامنت همچنین به یک انتهای داغ تمام فلزی و یک نازل فولادی نیاز داره ، در غیر این صورت فیلامنت فلزی از طریق اجزای پرینتر ساییده میشه و پرینت هایی با کیفیت پایین به وجود میاد.
فیلامنت از The Virtual Foundry تنها راه برای به دست آوردن یک شی تقریبا خالص برنز با استفاده از یک چاپگر FDM هستش . با این حال، این روش ممکن است هنوز برای برخی راه حلی مناسب نباشه چون یک کیلوگرم از این فیلامنت بیشتر از 200 دلار قیمت داره، این برآیند در حالی هستش که نیاز به کوره برای پخت فیلامنت را ذکر نکردیم.
برای کسانی که به کوره دسترسی ندارند یا بودجه 200 دلاری برای یک کیلوگرم فیلامنت برایشان هزینه بسیار زیادی هستش ، خرید فیلامنت با پرکننده برنز می تواند گزینه خوبی باشه. پیشنهاد ColorFabb حدود 50٪ ) PLAاسید پلی لاکتیک است( که چاپ و پردازش آن را آسان تر می کنه.
پس از چاپ با فیلامنت های پلاستیکی و فلزی هیبریدی مانند ColorFabb’s، باید یکسری مراحل پس از پردازش انجام بشه تا محصول براقی مثل برنز بدست بیاد. Colorfabb توصیه می کنه که قسمت مورد نظر را با سنباده ،سنباده بزنید. پس از سنباده زدن، قسمت مورد نظر باید با پولیش مسی اصلاح بشه تا بهترین نتیجه ممکن به دست بیاد.
در نهایت، برای کسانی که به یک قطعه برنزی واقعی نیاز ندارند و یک قطعه برنزی رنگ برای آنها کافیست هم نوعی فیلامنت موجود است. چندین شرکت فیلامنت پلاستیکی را با رنگ برنز تولید میکنن که چاپ با آن آسانتر از فیلامنت های حاوی برنزهستش.
Djake3 یک فروشگاه آنلاین مستقر در اروپا است که فیلامنتها، از جمله فیلامنتهای برنزی را میفروشد. این فیلامنت یک PLA اصلاح شده خاص هستش. این محصول برخلاف فیلامنت های حاوی قطعات فلزی، زیست تخریب پذیره. نکته مثبتی که کاربران در رابطه با این فیلامنت گزارش کردند سهولت در پرینت است.
درسته که پرینترهای سه بعدی فلزی می توانند از برنز به صورت پودر برای چاپ مستقیم قطعات برنزی سه بعدی از جمله جواهرات، سکه ها، مجسمه ها و غیره استفاده کنند، اما این روش نادر است.
در فرآیندی به نام همجوشی بستر پودر لیزری LPBF) ) که ذوب لیزری انتخابی SLM)) نیز نامیده میشه ، در ابتدا پودر برنز در محفظه چاپگر سه بعدی بارگذاری میشه بعد لیزر پودر فلز را لایه به لایه با هم ذوب میکنه تا یک قسمت کاملاً فلزی به وجود بیاد . علیرغم مزیت امکان پرینت مستقیم سه بعدی ، ماشین های LPBF گران هستند و برای مدل پایه از حدود 100000 دلار شروع می شوند . بعلاوه، برای پر کردن بستر پودری برای هر دوره چاپ به چندین لیتر پودر برنز نیاز دارید.
در آخر اگر مشتاق پرینت یک شی در برنز هستید، اما زمان و منابع لازم برای انجام آزمایش آن را ندارید، از یک شرکت خارجی استفاده کنید.
از طریق Craftcloud می تونید به راحتی بهترین قیمت و ارائه دهنده را برای نیازهای خودتون پیدا کنید . همچنین می تونید از کیفیت حرفه ای، طیف گسترده ای از مواد و پشتیبانی شبانه روزی بهره مند بشید. Craftcloud قطعات برنزی ساخته شده با فناوری های DMLS، ریخته گری موم گمشده، FDM و SLM را ارائه می ده.
گزینه های دیگه برای پرینت سه بعدی مدل خود در برنز عبارت هستند از i.Materialise، Forecast 3D، و Sculpteo . به طور کلی، این سه شرکت، در درجه اول، از ریخته گری موم گم شده برای شکل دادن به مدل مورد نظر شما استفاده می کنند.
قبل تر به بررسی مواد اولیه و نوع تکنولوژی پرداختیم و در ادامه می خواهیم به تفاوت کیفیت ، دقت پرینت و همچنین به دیگر پارامتر هایی نظیر قیمت ، سهولت استفاده و … ، پرینتر سه بعدی FDM در مقابل رزینی می پردازیم .
یکی از بارزترین تفاوت های پرینت FDM و رزین رزولوشن است. از آنجایی که پرینترهای FDM از لایههای پلاستیکی مذاب برای ایجاد مدلها استفاده میکنند، نتیجه این نوع پرینت معمولاً دقتی به مراتب کمتر از رزین دارند ، زیرا مواد معمولاً در خطوطی با عرض 0.4 میلیمتر رسوب میکنند. لایه های واقعی نیز در مقایسه با چاپ رزین مشخص تر هستند و از 0.1 تا 0.35 میلی متر در هر لایه متغیر هستند (البته به نوع اندازه نازل بستگی دارد). این ارتفاع لایه باعث ایجاد خطوط قابل مشاهده در تمام سطوح می شود و اغلب از استفاده از قطعات چاپ شده با FDM به عنوان مدل نهایی جلوگیری می کند.
برای حل مشکل خطوط لایه قابل مشاهده، چاپ تمام شده را می توان با استفاده از بخارهای حلال ، سمباده و … صاف کرد. این روشها میتوانند پرینتهای FDM را کاملاً صاف به نظر برسانند، اما برای کیفیت مناسب کار به زمان و مهارت نیاز دارند و همچنین جزئیات کوچک سطح را محو میکنند.
یکی دیگر از مزایای کیفیت های پرینت FDM استحکام آنها است. در این مرحله، FDM عموماً بهتر از قطعات پرینت شده با رزین عمل می کند و بسته به ماده مورد استفاده، تحت تأثیر تنظیمات خاصی قرار می گیرد. به عنوان مثال، استفاده از درصد پر شدن بالا، الگوی پرکردن مناسب (INFILL) و افزایش ضخامت دیواره باعث می شود که یک قطعه استحکام بیشتری داشته باشد، اما به نوبه خود زمان چاپ افزایش می یابد.
از طرف دیگر، پرینترهای رزینی معمولاً مدلی با جزئیات بسیار بالاتر ایجاد می کنند. به همین دلیل، پرینت رزین برای مدل های با جزئیات بالا که ارزش تلاش بیشتر را دارند فوق العاده است.
به دلیل فناوریها، ارتفاع لایهها بسیار کوچک است و از 10 میکرون (0.01 میلیمتر) تا 100 میکرون (0.1 میلیمتر) متغیر است. ارتفاع لایه استاندارد 50 میکرون (0.05 میلی متر) است که تقریباً یک چهارم ارتفاع پرینت FDM است. وضوح XY نیز در این محدوده قرار دارد.
این ارتفاع لایه کوچک امکان پرینت سه بعدی با جزئیات باورنکردنی و مدل با کیفیت بالا را فراهم میکند، به طوری که قطعات پرینت شده ، اغلب هیچ نشانهای از لایهها ندارند، بلکه شبیه یک قطعه پلاستیکی صاف و جامد هستند. چاپ های تمام شده را نیز می توان برای دستیابی به صافی بیشتر سمباده زد، اما این مرحله در بیشتر موارد غیرضروری است، زیرا لایه ها از قبل بسیار کوچک هستند.
وقتی صحبت از استحکام به میان میآید، رزینهای سخت ، قطعات را تولید میکنند که عموماً قویتر از مواد اولیه FDM هستند. با این حال، مقایسه دشواری است زیرا بستگی به این دارد که با کدام مواد FDM مقایسه می شوند.
مدت زمانی که یک پرینت FDM طول می کشد تا یک قطعه را تمام کند بیشتر به اندازه قطعه در حال پرینت و همچنین ارتفاع لایه انتخاب شده، پر شدن و سرعت بستگی دارد. به بیان ساده، هرچه قطعه بزرگتر و ارتفاع لایه کوچکتر باشد، چاپ بیشتر طول می کشد و بالعکس.
تنظیم دیگری که بر زمان پرینت تأثیر می گذارد، تراکم است. هر چه تراکم داخل قطعه بیشتر باشد، فیلامنت بیشتری باید توسط پرینتر گذاشته شود و چاپ بیشتر طول می کشد.

وقتی صحبت از چاپ رزین می شود، زمان چاپ کمی ساده تر است. با چاپ LCD و DLP، بدون توجه به اینکه در هر لایه چقدر رزین سخت می شود، لایه ها به سرعت خشک می شوند زیرا یک لایه کامل در 2 الی10 ثانیه جامد می شود. با دستگاه های SLA، زمان پرینت به طور قابل توجهی طولانی تر است، زیرا لیزر باید به هر نقطه حرکت کند.
متغیرهای دیگری که بر زمان چاپ تأثیر میگذارند، ارتفاع محور Z، ارتفاع لایه و مدت زمانی است که پرینتر طول میکشد تا بستر چاپ را به سمت بالا و پایین برای لایه بعدی حرکت دهد. با این وجود، با فرض استفاده از چاپگر LCD، می توان گفت که چاپ رزین در اکثر موارد به طور قابل توجهی سریعتر از چاپ FDM است.
FDM
استفاده از پرینترهای FDM عموماً آسان است
پس از قراردادن فیلامنت، شروع چاپ تقریباً تمام کاری است که باید انجام شود. پس از اتمام پرینت، برداشتن آن باید آسان باشد و در بیشتر موارد می توان فوراً همانطور که در نظر گرفته شده است استفاده کرد. برخی از پریت قطعات ، مانند ظروف ضد آب، ممکن است به تنظیمات بسیار دقیق یا نوعی پوشش نیاز داشته باشند تا کاملا آماده استفاده شوند .
به طور طبیعی، هنوز هم برخی از مشکلات با چاپگرهای FDM، از جمله رشته، تاب برداشتن، و پای فیل وجود دارد. پرینتر های FDM معمولاً برای جلوگیری از بروز این مشکلات نیاز به نگهداری و کالیبراسیون بیشتری دارند.

Resin
بر خلاف پرینت FDM، پرینت رزین برای ایمن و موفقیت آمیز بودن به مقداری بیشتر نیاز دارد. اولاً، رزین سمی است، به این معنی که لمس آن ایمن نیست و بخارات آن برای استنشاق بی خطر نیستند. با توجه به این خطر، هنگام کار با رزین و چاپ قبل از اینکه کاملاً خشک شوند، به دستکش و ماسک نیاز است.
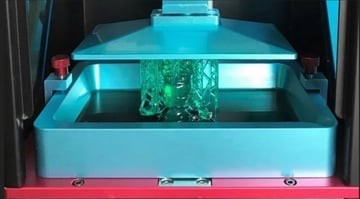
یکی از ویژگیهای کلیدی همه پرینترهای رزین این است که دارای هود هستند که سطح ساخت و مخزن رزین را میپوشاند. این هودها اغلب پلاستیکی نارنجی یا قرمز شفاف هستند. کار اصلی آنها جلوگیری از برخورد اشعه ماوراء بنفش به رزین پخته نشده در مخزن رزین و محافظت از چشم بینندگان در برابر نور UV در چاپگر است. علاوه بر این، هود برای جلوگیری از پخش شدن بخارهای سمی و اغلب بو است.
پس از بارگیری رزین در مخزن دستگاه، فرآیند چاپ نسبتاً ساده است. اما چاپی که به تازگی از چاپگر برداشته شده است همچنان با رزین خشک نشده پوشانده می شود. این رزین باید با استفاده از یک حلال، در بیشتر موارد ایزوپروپیل ، شسته شود. پس از آن پرینت باید به طور کامل تحت یک منبع نور UV مانند یک لامپ اختصاصی یا به سادگی تحت نور خورشید قرار گیرد تا به حالت نهایی خود برسد. پس از انجام تمام این مراحل، اکنون می توان چاپ را به طور معمول انجام داد و دیگر سمی نیست.
علاوه بر این، فضای کلی کار نیز باید بزرگتر و مجهز به لوازم و امکانات اضافی (برای CURE و شستشو) باشد.
پرینترهای رزین مشکلات رایجی دارند که منجر به پرینت ناموفق می شود، اما حل این مشکلات عموماً راحت تر از پرینترهای FDM است. بزرگترین نقطه شکست این است که لایه های خشک شده به صفحه ساخت نمی چسبند.
و به عنوان نکته آخر و به همان اندازه مهم، دفع صحیح رزین ضروری است.
در بازار پرینت سه بعدی ، دو حوزه پرطرفدار چاپ مدل سازی رسوب ذوب شده (FDM) و چاپ بر پایه رزین هستند. در حالی که میتوان کلیسازیها و فرضهایی را درباره تفاوتهایشان انجام داد ، بطور کلی پرینتر سه بعدی FDM در مقابل رزین، تکنولوژی به این صورت مقایسه می کنند که “مثلاً FDM ارزانتر، رزین برای جزئیات بهتر است”، قبل از تصمیمگیری برای انتخاب ، چند چیز دیگر وجود دارد که باید بدانید.
در این مقاله، تفاوتهای بین این دو را بررسی میکنیم، در مورد فناوریها، مواد بحث میکنیم.
در مقالات بعدی به دیگر نفاوت ها خواهیم پرداخت .

پرینت سه بعدی FDM یک فناوری پرینت سه بعدی خاص است که در دسته بندی تولید افزودنی گسترده تر “اکستروژن مواد” قرار می گیرد. همانطور که از نام آن پیداست، هر ماشینی که در این دسته قرار میگیرد، مواد را در الگوهای خاصی اکسترود میکند تا شکل نهایی را ایجاد کند.
FDM بسیار شبیه به تفنگ چسب داغ عمل می کند: یک رشته (که با نام فیلامنت شناخته می شود) جامد به یک نازل داغ فشار داده می شود که آن را ذوب می کند و به آن اجازه می دهد جریان یابد و در لایه های صاف قرار گیرد. در مورد این نوع از پرینتر ها، این حرکات درون یک لایه به طور دقیق در امتداد (بیشتر قسمت ها) محورهای X و Y یک سیستم مختصات دکارتی هدایت می شوند. لایه اول بر روی سطح چاپ قرار می گیرد و به سرعت سرد و جامد می شود. سپس یک لایه دیگر در بالای لایه آخر اضافه می شود، و این روند تکرار می شود، یک شی سه بعدی به آرامی، لایه به لایه ساخته می شود.
بر خلاف چاپ رزین، که در آن رویکردهای مختلفی برای فرآیند چاپ واقعی وجود دارد، با چاپ FDM، فرآیند اکستروژن و رسوب پلاستیک داغ در همه ماشینها تقریباً مشابه است.
منطقه ای که بیشترین تغییرات در آن رخ می دهد در پرینتر های چند ماده ای است که می توانند چندین رنگ و مواد را در یک چاپ چاپ کنند(این نوع از پرینتر ها ها به اسم دو یا چند نازله شناخته میشوند). علاوه بر این، برخی از چاپگرهای FDM تک اکستروژن را میتوان با افزودنیهایی مانند Prusa’s MMU 2S و Mosaic Palette 2S Pro ارتقا داد.
اکثر پرینترهای رزین دارای یک محفظه با صفحه زیرین شفاف و منعطف هستند که به آن vat نیز میگویند، که با یک رزین حساس به نور پر شده است که در هنگام تماس با نور ماوراء بنفش، خشک و یا جامد میشود. سپس یک صفحه فلزی در داخل مخزن رزین فرو میرود و یک منبع نور در زیر قسمت شفاف مخزن رزین را طبق یک الگوی خاص سخت میکند و اولین لایه سخت شده را به صفحه فلزی می چسبد.
سپس صفحه ساختمانی به سمت بالا حرکت می کند تا فضایی برای لایه بعدی ایجاد کند و اجازه دهد رزین جدید بین لایه قبلی و کف مخزن قرار گیرد. این لایه جدید سپس از طریق منبع نور پخته می شود و این فرآیند تا زمانی که مدل سه بعدی ساخته شود تکرار می شود.
تفاوت بین انواع چاپگرهای رزینی در نحوه تولید و اعمال نور به رزین است. این تفاوت های تکنولوژیکی به این معنی است که هر یک از انواع چاپ رزین زیر، تکنولوژی خاص خود را دارد.
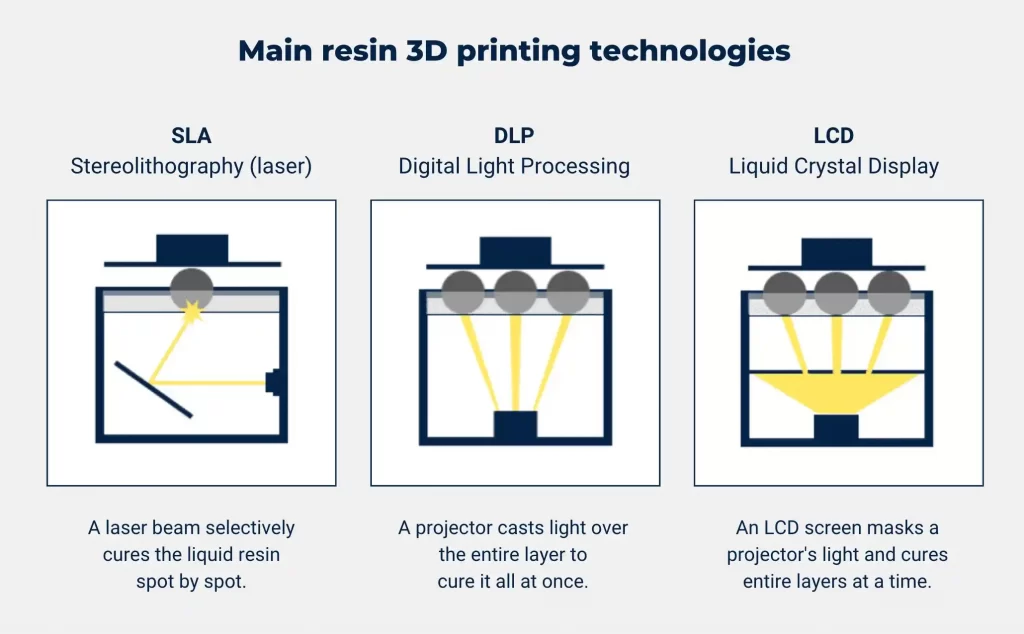
در دسترس ترین نوع تکنولوژی پرینت رزین، LCD (همچنین به عنوان چاپ MSLA شناخته می شود) نام دارد. یک پرینتر LCD از یک منبع نور ماوراء بنفش قدرتمند استفاده می کند که می تواند کل لایه را به یکباره روشن کند. این نور به طور انتخابی توسط یک صفحه نمایش کریستال مایع (LCD) که بالای نور UV قرار دارد مسدود می شود و از آن عبور می کند. ال سی دی یک تصویر منفی از لایه را نمایش می دهد تا فقط اجازه دهد نور از جایی که رزین نیاز به پخت دارد عبور کند.
گفته می شود که استفاده از این فناوری گاهی کیفیت چاپ را کاهش می دهد زیرا وضوح صفحه نمایش LCD وضوح پرینت قطعه را تعیین می کند. در مقابل، LCD نیز سریعترین نوع چاپ رزینی است. چاپگرهای LCD ارزانترین نوع چاپگرهای رزینی هستند و بنابراین برای مبتدیان و علاقمندان مناسبتر هستند.
اولین نوع چاپ رزین (و در واقع اولین نوع چاپ سه بعدی) SLA است که مخفف استریولیتوگرافی است.
این فناوری شباهت زیادی به پرینترهای LCD دارد، اما منبع نور مورد استفاده لیزر است. این لیزر به وسیله یک آینه کنترل شده با موتور به اطراف مخزن هدایت می شود که می تواند زاویه انعکاس آن را تغییر دهد. لیزر روی رزین به شکل لایه فعلی ردیابی می کند، دقیقاً مانند نازل معمولی پرینتر سه بعدی FDM که یک لایه جدید را نقطه به نقطه ردیابی می کند.
این فناوری به دلیل پیچیدگی و تعداد قطعات متحرک افزایش یافته اغلب گرانتر از LCD است، اما معمولاً وضوح بالایی دارد.
آخرین تکنولوژی محبوب چاپ رزین تکنولوژی DLP است که از پروژکتور پردازش نور دیجیتال (DLP) استفاده می کند. این فناوری کاملاً شبیه تکنولوژی LCD است که یک لایه کامل به طور همزمان در معرض دید قرار می گیرد. تفاوت بین این دو در نحوه برخورد نور به رزین به شکل خاصی است. به طور خاص، پروژکتور تصویری را روی مجموعهای از آینهها فلاش میزند، که به نوبه خود تصویر منعکسشده را به پایین مخزن هدایت میکند، بدون نیاز به صفحه نمایش اضافی برای جلوگیری از نور غیر ضروری.
این روش پرینت از دو روش قبلی محبوبیت بسیار کمتر و استفاده پایین تری نسبت به دو روش قبلی که برای رزین گفتیم دارد، زیرا کیفیت چاپ آن تحت تأثیر وضوح تصویر پیشبینیشده قرار میگیرد و اغلب پیکسلهای کوچکی روی قطعه تمامشده باقی میماند.
بر اساس ماهیت نحوه کار آنها، تفاوت های زیادی بین مواد مورد استفاده برای چاپ FDM و رزین وجود دارد.
نیاز اصلی برای مواد چاپ FDM این است که دارای پایه ترموپلاستیک باشد. این مواد به شکل یک رشته پلاستیکی بلند با قطر 1.75 یا 2.85 میلی متر است که روی یک قرقره پیچیده می شود.
محبوب ترین نوع ماده پلی لاکتیک اسید (PLA) نام دارد. به دلیل سهولت استفاده و کیفیت بالا، پرمصرف ترین فیلامنت است. این ماده همچنین تقریباً بی بو است و یکی از کم ضررترین مواد پرینت سه بعدی برای محیط زیست است. چیزهای زیادی وجود دارد که میتوان با PLA چاپ کرد، از جمله مدلهایی که میتوانند با مواد غذایی در تماس باشند، با این فرض که برندهای دارای گواهینامه مناسب را انتخاب کنید.
یکی دیگر از مواد بسیار محبوب پلی اتیلن ترفتالات گلیکول اصلاح شده (PETG) است. این ماده، مشابه PLA، بسیار آسان برای استفاده است، اما دارای خواص مکانیکی بسیار بهتر، مانند استحکام بالاتر و افزایش انعطاف پذیری است. تفاوت اصلی این است که PETG در دمای حدود 245 درجه سانتیگراد چاپ می شود، در حالی که PLA در حدود 200 درجه سانتیگراد چاپ می شود. PETG برای مصارف مختلف بسیار عالی است، از جمله مدل هایی که در معرض شرایط آب و هوایی متفاوت هستند یا به استحکام یا دوام بیشتری نیاز دارند.
مواد اولیه رزین
با پرینترهای رزینی، انتخاب مواد کمی محدودتر است، اما همچنان بسیار متنوع است .
رزین های مختلف تنظیمات پرینت متفاوتی دارند، مانند زمان نوردهی – چیزی که می تواند تحت تأثیر رنگ رزین نیز قرار گیرد.
فناوری مورد استفاده می تواند بر رزین انتخاب شده تأثیر بگذارد. بسته به طول موج نور، رزین ها به طور متفاوتی پخت می شوند و به این ترتیب، سازگاری صحیح باید بسته به تنظیمات چاپ بررسی شود. لیزرهای SLA به طور کلی امواجی در حدود 395 نانومتر منتشر می کنند، در حالی که چاپگرهای LCD و DLP طول موجی در حدود 405 نانومتر دارند.

اکسترودر پرینتر سه بعدی
به طور خلاصه، FDM شامل تغذیه یک رشته از مواد پلاستیکی(فیلامنت) به یک بلوک فلزی داغ با یک نازل است. فیلامنت ذوب می شود و حرکات چاپگر آن را به شکل دلخواه در می آورد. این مسیر ردیابی شده تکرار می شود و به صورت تدریجی روی هم قرار می گیرد تا زمانی که یک جسم سه بعدی جامد تشکیل شود.
هدف تجاری دستکاری مواد – ذوب کردن و بیرون ریختن آن – در مجموعهای از قطعات اتفاق میافتد که معمولاً به عنوان اکسترودر شناخته میشوند. اگرچه از نظر مکانیکی چندان پیچیده نیست، اما هنوز قطعات زیادی وجود دارند که در یک توالی خاص به پرینتر سه بعدی شما اجازه میدهند پلاستیک را بیرون بکشد.
در این مطلب، به بخشهای اصلی اکسترودر پرینتر سه بعدی، تغییرات، سبکها و مدلهای محبوب موجود در بازار، به علاوه نازل چاپگر سه بعدی و مواد معمول موجود در آن، میپردازیم.
اکسترودر پرینتر سه بعدی، مجموعه ای از قطعات است که جابجایی و پردازش رشته های پلاستیکی را انجام می دهد.
برخی از مردم فکر می کنند “اکسترودر” منحصراً موتور و قطعات مرتبط با آن است که رشته را فشار می دهد و می کشد. برخی دیگر کل مجموعه را در نظر می گیرند، از جمله Hot End، جایی که ذوب و رسوب رشته در آن صورت می گیرد.
برای ساده کردن موضوع، ما کل مجموعه را به عنوان اکسترودر در نظر میگیریم. توضیح اکسترودر مستلزم نگاهی دقیق به دو مجموعه مهم است که معمولاً به آنها ” cold end ” و ” hot end ” گفته می شود.

Cold End به قسمت بالایی سیستم اکسترودر پرینتر سه بعدی اشاره دارد که در آن فیلامنت تغذیه میشود و به Hot End (بخش پایینی سیستم اکسترودر) برای ذوب و اکستروژن روی بستر چاپ منتقل میشود.
چیدمان و موقعیت Cold End چاپگر سه بعدی شما به طور کلی بر اساس اینکه اکسترودر مستقیم یا Bowden است تعیین می شود.
آنچه را که ما Cold End در نظر می گیریم – جایی که فشار یا کشش رشته صورت می گیرد – در تصویر بالا مشخص شده است.
بیایید نگاهی دقیقتر به آنچه در داخل این بخش از سیستم اکستروژن میگذرد بیاندازیم.

old End یک اکسترودر پرینتر سه بعدی معمولاً شامل یک موتور استپر برای به حرکت درآوردن حرکت اکستروژن، یک پیچ حباب دار یا چرخ دنده است که به شفت موتور نصب میشود تا آن حرکت را به رشته منتقل کند، یک هرزگرد با فنر (معمولا یک یاتاقان) برای حفظ فشار بر روی فیلامنت، و گاهی اوقات لوله PTFE برای هدایت فیلامنت به مقصد – یک ضرورت در اکسترودرهای Bowden است.
این گسترده ترین توصیف از Cold End یک اکسترودر پرینتر سه بعدی است. با این حال، تغییرات زیادی در نحوه عملکرد اکسترودر و شرایط خاصی وجود دارد که میتواند در شکلهای مختلف، موقعیتهای چاپگر، و پیچیدگی در انتقال قدرت از استپر موتور به فیلامنت اعمال شود – اجازه دهید وارد آن شویم!

استپر موتور – که در اینجا با یک چرخ دنده فلزی برای اکسترودر پرینت سه بعدی دیده می شود – حرکت و اکستروژن فیلامنت را در اکثر چاپگرهای سه بعدی رومیزی مدرن هدایت می کند. استپر موتورها، موتورهای DC هستند که در حرکات کوچک به دقت بالایی دست می یابند و در سرعت های پایین گشتاور کامل را منتقل می کنند. دقیقاً همان چیزی که هنگام فشار دادن مقادیر دقیق فیلامنت در اطراف یک اکسترودر پرینتسه بعدی لازم است.
استپر موتور به تنهایی برای تغذیه فیلامنت به Hot End کافی نیست. قطعاتی که به میله محرک استپر موتور متصل شده و با آن کار میکنند، باید فیلامنت را گرفته و در مسیر خود به سمت Hot End فشار دهند.

ابتدایی ترین نسخه اکسترودر دارای یک چرخ دنده است که مستقیماً روی میله محرک موتور نصب می شود تا فیلامنت را بگیرد و تغذیه کند که به عنوان “direct drive” شناخته می شود – استپر موتور مستقیماً فیلامنت را به حرکت در می آورد.
صرف نظر از یک اکسترودر یا چرخ دنده مستقیم، تقریباً عمومیت دارد که Cold end یک اکسترودر پرینتر سه بعدی، حداقل شامل مسیری برای پیشروی فیلامنت به سمت Hot end، علاوه بر استپر موتور و چرخ دنده ها باشد.

اینکه چقدر مسیر فیلامنت در Cold End محدود شده است می تواند بر چاپ شما تأثیر بگذارد – به ویژه در مورد فیلامنتهای انعطاف پذیر.
از آنجایی که فیلامنت بین چندین جزء در Cold End و Hot end عبور می کند، هر شکاف هوایی بین مسیرهای محدود شده به فیلامنت فرصت کمانش و فرار را می دهد.
اگر قصد پرینت با مواد انعطافپذیر یا با سرعتهای بالا را دارید، مهم است که تعیین کنید مسیر رشته در کل سیستم اکسترودر، بهویژه Cold End، چقدر محکم است. این بدان معنی است که کانال ها و لوله های آن را مستقیماً روی چرخ دنده تغذیه فیلامنت قرار دهید.
این مشکل بالقوه بیشتر به اکسترودرهای Bowden نسبت داده می شود، اما می تواند بر اکسترودرهای مستقیم نیز تأثیر بگذارد.

در حالی که Cold End به فیلامنت نیرو وارد میکند و همانگونه که پرینتر سه بعدی نیاز دارد، فشار میآورد و میکشد، Hot End جایی است که… درواقع، چیزهای خفن اتفاق میافتند!
در داخل مجموعهای که به عنوان Hot End شناخته می شود، فیلامنت به یک محفظه داغ می رود که در آنجا از جامد به مایع تبدیل می شود. ساده به نظر می رسد، و واقعا هم اینطور است. با این حال، چیزهای زیادی در جریان است تا فیلامنت به صورت ابریشمی روی صفحه ساخت شما اکسترود شود.

از بالا به پایین، قسمت داغ پرینتر سه بعدی معمولی شما از یک توالی خاص از قطعات تشکیل شده است، با تفاوتی جزئی بسته به اینکه از PTFE/PEEK استفاده میکنید یا تمام فلزی. در اینجا، قسمت داغ تمام فلزی را توضیح میدهیم، اما تفاوتهای بین PEEK/PTFE و Hot End تمام فلزی را در زیر توضیح خواهیم داد.
لوله تغذیه
در مرحله اول، لوله تغذیه فیلامنت وجود دارد (در تصویر بالا نیست). که یک لوله PTFE است (در صورت استفاده از اکسترودBowden ) یا فیلامنت هدایت کننده از قرقره است. همه اکسترودرهای مستقیم این ویژگی را ندارند، گاهی اوقات میبینید که فیلامنت مستقیماً به داخل سر چاپ (که Hot End بخشی از آن است) بدون لوله میرود.
در اکسترودر Bowden، لوله تغذیه، فیلامنت را مستقیماً در هیت سینک وارد می کند.

از آنجایی که ما نگران دقت و کار با ماده ای هستیم که به مایع تبدیل می شود تا سریعاً خنک شود، مدیریت دما بسیار مهم است. Heat Break ، در ترکیب با هیت سینک، یک مرز مشخص را حفظ می کند که در آن رشته با دمای بالا ضربه می زند.
Heat Break که به داخل هیت سینک پیج می شود، اغلب به سادگی یک لوله فولادی ضد زنگ (یا سایر فلزات غیر رسانای گرما، مانند تیتانیوم) است. Heat Break به دو قسمت تقسیم شده (به دو رشته مجزا در تصویر بالا توجه کنید – برای هیت سینک طولانی تر، برای بلوک حرارتی کوتاه تر) و دارای یک سطح داخلی صاف است، Heat Break به رشته اجازه می دهد تا آزادانه به داخل نازل برای اکستروژن عبور کند.
قسمت بالایی Heat Break ، که به طور فعال توسط هیت سینک و یک فن اختصاصی (یا سیستم خنک کننده آب، در برخی موارد فوق العاده) خنک می شود، از خروج گرما از Hot End و ضعیف شدن فیلامنت قبل از رسیدن به جایی که باید باشد، جلوگیری می کند.
قسمت پایینی Heat Break به همراه یک کارتریج هیتر، ترمیستور رله دما و نازل داخل یک بلوک حرارتی قرار دارد.

بلوک حرارتی که معمولاً از آلومینیوم ساخته می شود، انتقال یکپارچه فیلامنت را از انتهای باز لوله Heat Break به نازل تضمین می کند.
دمای ذوب فیلامنت باید از جایی باشد، جایی که کارتریج حرارتی وارد عمل می شود. تحت یک جریان الکتریکی، کارتریج حرارتی داغ می شود و گرما را از طریق بلوک حرارتی که هر دو در آن قرار دارند به نازل منتقل می کند.
همچنین در داخل بلوک حرارتی یک ترمیستور قرار دارد – یک سنسور کوچک که دمای بلوک را به صفحه اصلی چاپگر سه بعدی منتقل می کند و امکان انجام تنظیمات صحیح را فراهم می کند. به زبان ساده، این کار را با همبستگی تغییر در مقاومت به دمای آن انجام می دهد، که سپس با برد چاپگر ارتباط برقرار می کند و سپس، در لبه کل سیستم، نازل وجود دارد.

نازل کوچکی از فلز، ماشینکاری شده، محفظهای دارد که در آن فیلامنتهای مذاب جمع میشوند، فشار ایجاد میشود و از طریق مخروطی به دهانه نازل بیرون میزند و روی صفحه ساخت پرینتر شما بیرون میآید.
دهانه نازل دارای یک قطر دقیق است که معیاری است که شما آن را خریداری می کنید. اکثر پرینترهای سه بعدی رومیزی با نازل های 0.4 میلی متری به صورت استاندارد عرضه می شوند، اما اندازه های دیگر نیز موجود است.
آلیاژ برنج ماده ترجیحی برای نازلهای پیشفرض کارخانهای است، اما در حالی که برای مواد نرمتر مانند PLA و ABS خوب است، فیلامنتهایی با افزودنیهای سخت مانند فیبر کربن به سرعت فرسوده شده و دهانه نازل برنجی را تغییر شکل میدهند. برای فیلامنت های تخصصی، مواد نازل پرینتر سه بعدی مانند فولاد ضد زنگ و یاقوت ترجیح داده می شوند.
نازل پرینتر سه بعدی یک دنیای واقعی از گزینه ها است، بنابراین ما انتخاب های محبوب و تفاوت های بین آنها را در زیر در بخش اختصاصی آنها شرح خواهیم داد.

در زمان چاپ ساده PLA یاABS -که معمولاً برای چاپ به دمای پایین نیاز دارند – PEEK کافی بود. با این حال، تلاش برای چاپ فیلامنت های سختتر و مقاومتر به دماهای بالاتری نیاز دارد که خطر شکستن PEEK و PTFE، انتشار بخارات مضر، خراب کردن چاپها، و به طور کلی خراب کردن قسمت داغ و به خطر افتادن سلامتی شما را در پی دارد.
تمام قسمت های داغ فلزی برای چاپ موادی که به دمای بالاتری نیاز دارند معرفی شدند. به جای عایق PEEK، اکنون اغلب شاهد heat break فولاد ضد زنگ (همانطور که در بالا توضیح داده شد) هستیم که لوله PTFE را از Cold End و بلوک حرارتی جدا می کند.
نازل پرینتر سه بعدی جزء لاینفک قسمت داغ است که بر خروجی نهایی چاپگر شما تأثیر می گذارد. این شاید قابل مشاهده ترین بخش سیستم باشد زیرا اکثر افراد – در برخی مواقع – به دقت اولین لایه های چاپ را که از نازل چاپگر بیرون می زند تماشا می کنند. ما همه آنجا بوده ایم!
یکی از انعطافپذیریهای بزرگ در پرینت سه بعدی رومیزی، امکان تعویض نازلها مطابق با هدف چاپ شما است. طیف وسیعی از اندازهها و مواد نازل وجود دارد که هنگام چاپ با مواد عجیب و غریب تکرارپذیری میدهند یا جزئیات و سرعت چاپ را افزایش میدهند.

اطلاعات کمی در مورد نازل چاپگر سه بعدی وجود دارد. محفظه کوچکی درون بلوک حرارتی Hot End پیچ شده است. فیلامنت از Cold End به انتهای گرم و از طریق heat break در جایی که با نازل برخورد می کند، حرکت می کند.
این انتقال به بلوک حرارتی جایی است که فیلامنت مایع می شود. از اینجا، از طریق نازل پرینتر سه بعدی به مخروطی که به دهانه نازل ختم می شود، هدایت می شود.
در مورد نازل های پرینتر سه بعدی، دو ملاحظۀ اصلی وجود دارد: سایز نازل (قطر دهانه) و جنس نازل.

در چاپگر سه بعدی رومیزی معمولی خود، یک نازل 0.4 میلی متری پیدا خواهید کرد. و به احتمال زیاد برنجی است. این برای چاپ مواد معمولی مانند PLA و ABS خوب و شیک است، اما وقتی شروع به نگاه دورتر به مواد هیجان انگیزی مانند PLA درخشان در تاریکی یا رشته های پر از فلز کنید، نرمی برنج به یک مسئله تبدیل می شود.
با اکستروژن مداوم رشته هایی که حاوی ذرات سخت هستند، نازل پرینتر سه بعدی به تدریج فرسایش می یابد. با گذشت زمان، این امر باعث تغییر ابعاد بیرونی و داخلی نازل می شود و قوام آنچه از نازل خارج می شود را کاهش می دهد و کیفیت چاپ را تحت تأثیر قرار می دهد. به همین دلیل است که استفاده از نازل سخت شده برای چاپ فیلامنتهای «سخت» یا پر از ذرات عاقلانه است.
در اینجا خلاصه ای از برخی از مواد نازل پرینتر سه بعدی است که این روزها در بازار وجود دارد.

برنج ماده استاندارد نازل پرینتر سه بعدی است. در میان تمام مواد نازل پرینتر سه بعدی، نرم ترین مواد موجود است. نازلهای برنجی که بهراحتی ماشینکاری میشوند، ارزان هستند و بهطور گسترده در دسترس هستند، و آنها را به یک نازل استوک ایدهآل تبدیل میکنند. رسانایی حرارتی عالی آن همچنین آن را به ماده انتخابی برای نازل های exotic تبدیل می کند که از مواد متفاوت و سخت تری برای نوک خود استفاده می کنند.
مشخصات
بهترین کاربردها: فیلامنت های پلاستیکی “نرم” مانند PLA و ABS و PETG . رشته هایی که حاوی مواد افزودنی ذرات نیستند (مثلاً فلز و فیبر کربن).

سخت تر از برنج، امروزه از چندین فرم فولاد برای نازل های پرینتر سه بعدی استفاده می شود. این مواد که معمولاً فولاد ضد زنگ یا فولاد آبدیده هستند، امکان چاپ طولانی مدت فیلامنتهای غنی شده با ذرات سخت مانند فیبر کربن و فلز را بدون خطر فرسایش نازل چاپگر سه بعدی و کاهش عملکرد چاپ فراهم می کنند.
یکی از نکات منفی فولاد به عنوان نازل چاپگر سه بعدی، انتقال حرارتی ضعیف آن در مقایسه با برنج است. این می تواند به معنای عملکرد ناسازگار جریان باشد، به خصوص در اندازه های نازل بزرگتر.
مشخصات
بهترین کاربردها: فیلامنت هایی که با افزودنی های سخت مانند فلز، فیبر کربن و شیشه پوشانده شده اند.

بسیاری از مواد دیگر برای نازل های پرینتر سه بعدی استفاده می شوند که برخی از آنها عجیب تر از بقیه هستند.
Olsson Ruby یکی از این نازل ها است. توسط Anders Olsson، مهندس محقق در دانشگاه اوپسالا در سوئد، ساخته شده است، و نتیجه نیاز برای یک آزمایش خاص است که شامل پرینت سه بعدی یک ترکیب فیلامنت حاوی بور کاربید است. پس از 1 کیلوگرم فیلامنت، نازلهای استاندارد برنجی و فولادی به اعوجاجهای غیرقابل استفاده از خود فرو رفتند.
بنابراین اولسون یاقوت اولسون را ایجاد کرد: یک نازل برنجی با نوک یاقوت. نازل انتقال حرارتی برنج را حفظ می کند و آن را با مقاومت سایشی برتر یاقوت (مخصوصاً اکسید آلومینیوم) جفت می کند.
می توان استدلال کرد که خود عنصر یاقوت در نازل Olsson Ruby دارای رسانایی حرارتی پایینی است و در برخی موارد آن را کمتر قابل اعتماد می کند.
مشخصات
بهترین کاربردها: مانند فولاد، رشته های بسیار ساینده مورد استفاده اصلی برای نازلی مانند روبی هستند. یک تفاوت در اینجا این است که به طور خاص برای چاپ سومین ماده سخت در جهان بدون تسلیم شدن، پس از چند صد گرم مواد طراحی شده است.

یک تازه وارد در بازار نازل چاپگرهای سه بعدی نازل کاربید تنگستن است. این محصول توسط سازنده کانادایی Dyze Design تولید شده و تا حدی از صنایع معدنی سنگین و استفاده از سرامیک برای برش فلزات و سنگهای حفاری الهام گرفته شده است. تنگستن کاربید تعادل سختی، مقاومت در برابر سایش و انتقال حرارتی را ایجاد می کند.
مشخصات
بهترین کاربردها: نازل پرینتر سه بعدی کاربید تنگستن که به عنوان بهترین “همه کاره” معرفی می شود، به راحتی با رشته های ساینده ای که نیاز به نازل محکمی دارند مقابله می کند.

قطر نازل بر سطح جزئیاتی که میتوانید در پرینتهای خود به آنها بپردازید، تأثیر میگذارد و نه تنها بر پهنای خطوط شما تأثیر میگذارد، بلکه بر ارتفاع لایه توصیهشده نیز تأثیر میگذارد.
برای شروع، هنگام پرینت با یک نازل پرینتر سه بعدی 0.15 میلی متری در مقابل یک نازل استاندارد 0.4 میلی متری، مزیت آشکاری وجود دارد که می توانید از نظر تئوری به وضوح بالاتری در محور X و Y برسید. خطوط ظریفتر میتوانند به معنای گوشههای تیزتر باشند، اما این فقط در یک چاپگر سهبعدی که به خوبی نگهداری و تنظیم شده است قابل دستیابی است.
این بدان معنا نیست که اگر احساس نمی کنید دستگاه شما دقیق تنظیم شده است، نباید نازل کوچکتری برای پرینت های خود در نظر بگیرید.

به عنوان یک قانون ساده، قطر نازل پرینتر سه بعدی باید ارتفاع لایه شما را تعیین کند. سعی کنید ارتفاع لایه ها را تقریباً 25 تا 50 درصد از قطر نازل چاپ کنید.
این مورد (همراه با یک تخت مناسب کالیبره شده) چسبندگی بهتر بین خطوطی را که پرینت میکنید تضمین می کند. به عنوان مثال، با یک نازل پرینتر سه بعدی 0.4 میلی متری، باید به چاپ با ارتفاع لایه 0.1 تا 0.2 میلیمتری بپردازید.
بنابراین، برای داشتن شانس بهتر برای پرینت موفقیت آمیز ارتفاع لایه های فوق ریز، زیر 0.05 میلی متر، ممکن است بهترین کار انتخاب نازل پرینتر سه بعدی 0.2 میلی متری باشد.
اگرچه مسافت پیموده شده شما ممکن است متفاوت باشد، و آزمایش با تنظیمات پرینت شما بدون شک پرینت موفق خارج از این قانون را در خود جای می دهد.

قطر نازل کوچکتر
استفاده از نازل های کوچکتر احتمال گرفتگی را افزایش می دهد. دهانه نازل پرینتر سه بعدی کوچکتر، به دلیل داشتن مسیر کوچکتر، احتمال بیشتری دارد که توسط ذراتی که از یک نازل بزرگتر عبور می کنند، مسدود شود. برای امکان تمیز کردن و رفع گرفتگی منظم آماده باشید.
از دیگر معایب احتمالی استفاده از یک نازل پرینتر سه بعدی کوچکتر، افزایش چشمگیر زمان چاپ است، با عبور بیشتر از هد چاپ مورد نیاز برای پوشش همان فاصله که یک نازل بزرگتر با حرکات کمتر به دست می آورد.
قطر نازل بزرگتر
در روی دیگر سکه اندازه نازل پرینتر سه بعدی افزایش اندازه نازل است. انجام این کار می تواند تأثیر قابل توجهی بر چاپ شما برای بهتر شدن داشته باشد. اکستروژن های گسترده تر می توانند زمان چاپ را به صورت تصاعدی کاهش دهند – برای مثال، یک دیوار 0.8 میلی متری نصف زمان یک دیوار 0.4 میلی متری با ضخامت دو خط را می گیرد.
علاوه بر این، اکستروژن های خط بزرگتر بهتر به هم متصل می شوند و در نتیجه چاپ های قوی تری ایجاد می شود. این مزایا، نازل های چاپگر سه بعدی بزرگ را برای نمونهسازی سریع، که در آن جزئیات سطحی در اولویت پایینی قرار میدهند، به یک امتیاز تبدیل میکند.
البته، نقطه ضعف چاپ خطوط اکستروژن بزرگتر به قیمت تحریف در چاپ شما تمام می شود. منطقاً ثابت است که خطوط چاقتر پلاستیک اکسترود شده جزئیات ریز سطح را ضعیفتر از نازلهای کوچکتر میکند.
میتوانید استدلال کنید که مزایای استفاده از اندازههای نازل کوچک به سرگرمیها و حرفههایی محدود میشود که به جزئیات دقیق نیاز دارند، به احتمال زیاد مدلسازی و طراحی جواهرات. برای حالت معمولی، احتمالاً دلیل کمی برای ریزتر از 0.4 میلی متر وجود دارد (دلیلی وجود دارد که اندازه نازل پرینتر سه بعدی استاندارد وجود دارد).

یک اکسترودر مستقیم به دلیل قرار دادن موتور اکسترودر مستقیماً در بالای Hot End متمایز است. چنین ترتیبی فاصله حرکت فیلامنت تا Hot End را به حداقل می رساند و می تواند امکان پرینت سه بعدی قابل اطمینان تری از فیلامنت های انعطاف پذیر را فراهم کند.
اگر یک پرینتر سه بعدی دارای یک اکسترودر Direct باشد، لزوماً به این معنی نیست که می تواند فیلامنت های انعطاف پذیر را پرینت کند – فیلامنت های نرم می توانند راه خود را از مسیرهای نامحدود پیدا کنند و خواهند یافت.
یکی از مزایای اکسترودرهای مستقیم، کنترل دقیق تر انقباض است. به دلیل موقعیت مستقیم آن بر روی Hot End، بین عمل پینچ و رشته ای که از طریق گرما به Hot End می گذرد، مسیر کوتاهتری وجود دارد. در نتیجه، فضای کمتری برای خم شدن و کمانش فیلامنت تحت فشار وارد شده بر آن وجود دارد.
متوجه خواهید شد که یک اکسترودر مستقیم به یک هد چاپ حجیم تر و بلندتر کمک می کند. از آنجایی که یک موتور و سایر قطعات را در بالای Hot End اضافه می کند، واضح است که چنین اکسترودری نیز جرمی را به هد چاپ اضافه می کند. با در نظر گرفتن این موضوع، تولیدکنندگان به اکسترودرهای دنده ای کوچکتر و سبکتر روی می آورند و سینماتیک پرینترهای خود را برای کاهش این جرم تقویت می کنند.

توصیف تفاوت بین اکسترودرهای Bowden و پرینترهای سه بعدی مستقیم را می توان با دو شکل ساده کرد. در یک مورد، یعنی Bowden، Cold End از سر پرینت برداشته شده و بنابراین هرگونه حرکت شدید به عنوان بخشی از چاپ است. این بدان معنی است که Cold End مقداری از Hot End و ذوب شدن فیلامنت فاصله دارد.
مورد دیگر، اکستروژن مستقیم، دارای Cold End است که به عنوان بخشی از سر چاپ نصب شده و همراه با Hot End حرکت می کند. در اینجا، Cold End مستقیماً بر روی Hot End نصب میشود و مسافتی را که فیلامنت قبل از ذوب شدن باید طی کند کاهش مییابد.
قرارگیری اکسترودر Bowden یک مزیت قوی دارد – هد چاپ سبک تر است و جرم کمتری برای کنترل دارد. این کار Hot End را آزاد میکند تا با سرعتهای بالاتر حرکت کند.

از نظر مکانیکی، اکسترودر پرینتر سه بعدی Bowden هیچ تفاوتی با اکسترودر پرینتر سه بعدی مستقیم ندارد. شما هنوز یک استپر موتور دارید که یک چرخ دنده را هدایت می کند که به فیلامنتی که از آن می گذرد فشار میآورد.
با این حال، از آنجایی که فیلامنت در حال حاضر قبل از ورود به Hot End برای ذوب، مقداری فاصله برای پوشش دارد، لوله PTFE برای هدایت آن ضروری است. این لوله، معمولاً با قطر داخلی کمی بزرگتر از فیلامنت، مسیر مواد را محدود می کند و به Cold End اجازه می دهد تا هنگام تغذیه فشار وارد کند.
یک باور عمومی وجود دارد که اکسترودرهای مستقیم کنترل بیشتری بر جریان فیلامنت به Hot End دارند.
ماهیت قرارگیری مستقیم آنها در بالا – حتی از اکسترودرهای Bowden بهتر است. مطمئناً، درست است که تنظیمات بازگشت شما ممکن است به تنظیم دقیقتری با پرینتر سه بعدی مجهز به اکسترودر Bowden نیاز داشته باشد.
Direct در مقابل Bowden: فیلامنت انعطاف پذیر

استدلال های رایجی بر علیه Bowden و اکسترودرهای مستقیم وجود دارد – عمدتاً علیه اکسترودرهای Bowden و ناتوانی فرضی آنها در مدیریت فیلامنت های انعطاف پذیر.
چنین استدلالهایی احتمالاً از توسعه و در دسترس بودن فیلامنت های انعطافپذیر برای پرینت سهبعدی و تلاش برای استفاده از آنها در پرینترهای سه بعدی طراحی شده قبل از این که چنین موادی مورد توجه قرار گیرند، ناشی شدهاند. به همین دلیل، کمی بی اعتمادی در مورد اکسترودرهای Bowden و ناتوانی فرضی آنها در پرینت فیلامنت های انعطاف پذیر وجود دارد.
در حالی که مطمئناً این درست است که بسیاری از پرینترهای سه بعدی ارزان قیمت برای چاپ رشته های انعطاف پذیر مشکل دارند، اما ذاتاً به این دلیل نیست که از اکسترودرهای Bowden استفاده می کنند. در عوض، اکسترودرهای Bowden که آنها استفاده می کنند برای چاپ انعطاف پذیر طراحی نشده اند.
هر اکسترودری قادر به هل دادن یا کشیدن رشته های انعطاف پذیر است. مشکلات زمانی به وجود می آیند که آن رشته به طور غیر موثری فراتر از نقطه گیره اکسترودر محدود شود. این یک عیب طراحی حتی در برخی از اکسترودرهای مستقیم است.
موادی مانند TPU نرم هستند و مانند اسپاگتی پخته تکان میخورند، بنابراین برای جلوگیری از کمانش و پیچیده شدن اطراف اجزای متحرک، به هدایت بهتر از طریق اکسترودر پرینتر سه بعدی نیاز دارند. اگر بهدنبال چاپ فیلامنت های انعطافپذیر هستید، باید فضای باز کمی از جایی که فیلامنت توسط چرخ دنده و یاتاقان حبابدار گرفته میشود و ورودی آن به Heat Break وجود داشته باشد.
بین فیلامنتی با درجه سختی A با سختی کم و فیلامنت انعطافپذیر با درجه A بالا (یا درجه D پایین) تفاوتهای زیادی وجود دارد. برخی از مواد مانند PLA چاپ می کنند، اما منجر به چاپ های نرم و قابل خم شدن می شوند. برخی دیگر بسیار نرم و قابل خم شدن هستند و به تنظیمات چاپ بسیار محتاطانه نیاز دارند تا در حین چاپ فشار وارد نشود.
در پایان، چاپ فیلامنت های انعطاف پذیر نیاز به بررسی تنظیمات چاپ مانند جمع شدن و سرعت دارد که برای تنظیم شما کار می کند.

یک پیچیدگی بیشتر در این منطقه متراکم پرینت سه بعدی وجود دارد: اکسترودر درایو مستقیم، که مشابه اکسترودر مستقیم نیست.
اکسترودر مستقیم، همانطور که در بالا توضیح داده شد، به قرارگیری Cold End و نزدیکی مستقیم آن به Hot End اشاره دارد. به طور مشخص، اکسترودر درایو مستقیم اکسترودری است که دنده دندانه دار آن مستقیماً روی میل محرک استپر موتور نصب شده است. هر حرکت استپر اکسترودر مستقیماً به فیلامنت منتقل می شود.
چرا این مهم است؟ به یک دلیل، شاید ارزان ترین و ساده ترین راه برای پیکربندی چاپگر شما برای اکسترود کردن فیلامنت باشد. بسیاری از چاپگرهای ارزان قیمت از اکسترودرهای درایو مستقیم استفاده می کنند – سبک MK8 با استفاده از چرخ دنده دندانه دار و هرزگرد با کشش فنری نمونه برجسته ای است که در بسیاری از چاپگرهای سه بعدی رومیزی ارزان قیمت دیده می شود.
این که یک اکسترودر یک درایو مستقیم است، نسبت به قرارگیری اکسترودر نادیده گرفته می شود. بسیاری از اکسترودرهای Bowden و مستقیم درایو مستقیم هستند، با نقطه گیره فیلامنت مستقیماً از یک پیچ دندانه دار نصب شده به میل محرک استپر موتور اکسترودر می آید.
انواع دنده دوگانه اکسترودرهای درایو مستقیم نیز وجود دارد که نیرو را در دو پیچ دندانه دار یا سوراخ دار توزیع می کند و از دو طرف درون رشته را حفر می کند. چنین سیستمی شانس آسیاب و جدا شدن رشته را کاهش می دهد و چسبندگی را افزایش می دهد، اما ذاتاً مقدار گشتاور اعمال شده به رشته را تغییر نمی دهد. اینجاست که اکسترودرهای دنده ای وارد عمل می شوند.

در جایی که اکسترودرهای درایو مستقیم چابکی و تغذیه فیلامنت سریع می دهند، این لزوما به یک جریان ثابت و قدرتمند تبدیل نمی شود.
برای این کار، میتوانید به یک اکسترودر چرخدندهای روی بیاورید، که از نسبت انتقالی استفاده میکند که سرعت چرخش چرخدنده گازگیری فیلامنت را کاهش میدهد، اما گشتاور اعمال شده را افزایش میدهد. به راحتی می توان این را به عنوان «قدرت بیشتر» دید، اما نکته ظریف یک اکسترودر دنده ای لزوماً استفاده از قدرت بیشتر نیست، بلکه استفاده از استپر موتورهای کوچکتر و سبکتر (ضعیفتر) است در حالی که هنوز هم قدرت فشار دادن فیلامنت را دارد.
البته، ناگفته نماند که گاهی اوقات ممکن است قدرت بیشتری لازم باشد، به خصوص اگر در حال پرینت سریع یا با فیلامنت ضخیم تر هستید – یک اکسترودر چرخ دنده ای جایی است که این نیرو از آن تامین می شود.
فنآوری، نحوهی کار جهان را تغییر داده است. اکنون، مردم از راحتی خرید محصولی که دوست دارند با تلفن همراه خود در خانه و خیلی چیزهای دیگر لذت می برند. علاوه بر این، اینترنت تبادل آسان ایده ها را ممکن کرده است، که به نوبه خود انقلابی در نحوه تعامل افراد و گروه ها با یکدیگر ایجاد کرد. آخرین نوآوریهای تکنولوژی، نه تنها به نفع افراد عادی است بلکه برای صنایع بزرگ نیز بسیار مفید هستند. یکی از فناوری هایی که در چندین بخش مفید بوده است، پرینت سه بعدی است. برای اطلاعات بیشتر ادامه مطلب پرینت سه بعدی در صنعت مد را مطالعه کنید.
پرینت سه بعدی که به عنوان تولید افزودنی نیز شناخته می شود، فرآیند ایجاد یک شی سه بعدی از یک مدل دیجیتال با افزودن مواد لایه به لایه است. این فناوری در دهه 80 ابداع شد و از همان ابتدا به عنوان یک ابزار نمونه سازی سریع برای اقلامی مانند کیف پول به یک فناوری تولید کامل تبدیل شده است.
پرینت سه بعدی چگونه کار می کند؟ فرآیند پرینت سه بعدی با یک مدل سه بعدی آغاز می شود. معمولاً با استفاده از نرم افزار طراحی به کمک رایانه ایجاد می شود. مدل سه بعدی نهایی که بازتولید می شود پس از گذراندن چندین الگوریتم از طریق رندر ساخته می شود. در زمان نگارش این مطلب، گفته میشود که انسانها هنوز بخشی غیرقابل جایگزین در فرآیند ساخت مدلهای سه بعدی هستند و چاپ سه بعدی بدون دخالت انسان امکانپذیر نیست.
سپس، چاپگر سه بعدی مدل سه بعدی را می خواند و با آزاد کردن مواد مذاب از طریق یک نازل کوچک در چاپگر که می تواند بر اساس دستورالعمل های دقیق یک برنامه کامپیوتری حرکت کند، شی سه بعدی مورد نظر را ایجاد می کند. چاپگر یک لایه را چاپ می کند، مکث می کند تا خشک شود، و سپس اقدام به چاپ یک لایه دیگر در بالا می کند. این فرآیند تا زمانی که شی نهایی کامل شود تکرار می شود.
به دلیل ادامه تحقیق و توسعه پیرامون پرینت سه بعدی و تولید، چندین فرآیند پرینت سه بعدی در حال حاضر در صنایع مختلف از جمله خودروسازی، هوافضا، مراقبت های بهداشتی، ورزش، دفاع و مد ضروری تلقی می شوند.
ملاحظات مواد برای صاف بودن معمولاً با در نظر گرفتن فرآیند چاپ همراه است، زیرا در بیشتر موارد، این فرآیند عامل بسیار مهم تری است. ترموپلاستیک ها، رزین های ترموست، فوتوپلیمرها و پلی اور
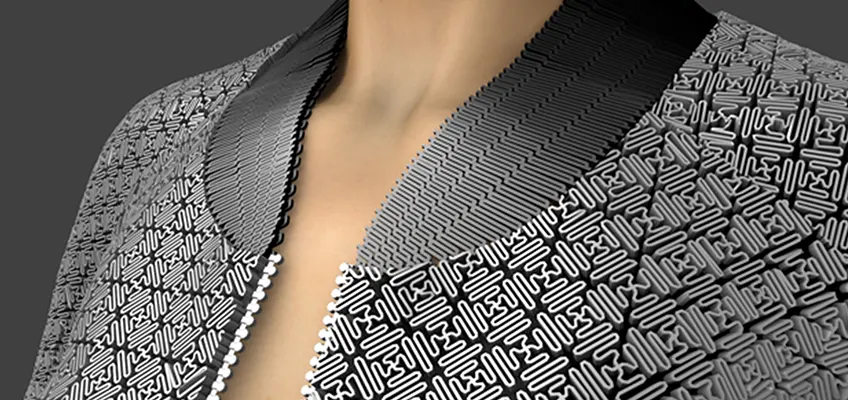
دنیایی را تصور کنید که در آن میتوانید لباسها، لوازم جانبی مانند حلقهها و جواهرات را به راحتی در خانه خود طراحی و چاپ کنید. دنیایی که در آن مد، قابل شخصی سازی و برای همه قابل دسترس است. این آینده ای است که پرینت سه بعدی نوید آن را به صنعت مد می دهد.
درست مانند هر صنعت دیگری در جهان، پرینت سه بعدی قرار است تغییرات تکان دهنده ای را در دنیای مد ایجاد کند که همه احساس خواهند کرد. -از مصرف کنندگان روزمره، طراحان حرفه ای و علاقه مندان به مد گرفته تا کارخانه های بزرگ مد-
برای کسب اطلاعات بیشتر به خواندن زیر ادامه دهید.
چاپ سه بعدی از طریق سفارشی سازی، باعث افزایش بهرهوری برای کاربران این صنعت میشود.
یکی از جذاب ترین جنبه های پرینت سه بعدی در صنعت مد ، توانایی ایجاد اقلام منحصربهفرد، با قابلیت سفارشیسازی، با قیمت پایین و بدون دردسر است.
وقتی صحبت از فناوری پرینت سه بعدی به میان می آید، می توانید طرح هایی از قطعات مد منحصر به فرد را چاپ کرده و آماده کنید که کاملاً متناسب با استایل شخصی و فرم بدن شما باشد. این امکان را برای سطحی از سفارشیسازی فراهم میکند که قبلاً با روشهای سنتی تولید لباس و لوازم جانبی غیرممکن بود.
به عنوان مثال، تصور کنید بتوانید انگشتر یا کیف پول خود را در خانه طراحی و چاپ کنید. شما می توانید شکل، اندازه، رنگ و مواد را برای ایجاد یک قطعه منحصر به فرد که منعکس کننده سلیقه شخصی شما باشد انتخاب کنید. این سطح از سفارشیسازی به همهی حوزههای مد، از لباس گرفته تا لوازم جانبی، گسترش مییابد که انتظار میرود هم تولیدکنندگان بزرگ و هم مصرفکنندگان روزمره در آینده نزدیک از آن بهره ببرند.
تان معمولاً مواد پرینت سه بعدی سطح صاف هستند.
اما مهم است که نه تنها صاف و صیقلی بودن، بلکه استحکام، مقاومت در برابر حرارت و دقت را برای بهترین انتخاب در نظر بگیرید.

یکی دیگر از مزایای قابل توجه پرینت سه بعدی در صنعت مد ، پتانسیل آن برای کاهش ضایعات و ارتقای پایداری است.
روشهای تولید سنتی اغلب منجر به ضایعات زیادی می شود، زیرا لباس ها به صورت فله تولید می شوند و اغلب فروخته نمی شوند. گفته میشود که تعداد بیشماری پوشاک و لوازم جانبی مد در محلهای دفن زباله در سراسر جهان قرار دارد. نه تنها این، بلکه تاکتیکهای مرسوم ساخت مد نیز نیازمند استخراج و پردازش گسترده منابع طبیعی است که ناپایدار تلقی میشوند.
اما با پرینت سه بعدی برای مد، اقلام را می توان در صورت تقاضا تولید کرد که نیاز به موجودی اضافی را کاهش می دهد و ضایعات را به حداقل می رساند. علاوه بر این، چاپ سه بعدی امکان استفاده از مواد پایدار مانند پلاستیک های زیست تخریب پذیر یا مواد بازیافتی را فراهم می کند. این بدان معناست که تولیدکنندگان مد نه تنها می توانند ضایعات را در فرآیند تولید کاهش دهند، بلکه می توانند محصولاتی را تولید کنند که سازگار با محیط زیست نیز باشند.
در نهایت، چاپ سه بعدی می تواند گزینه ای برای تولیدکنندگان بزرگ لوازم جانبی مد باشد تا احتمالاً میزان انتشار کربن مضر و میزان آلودگی خود را کاهش دهند. گفته میشود که روشهای سنتی لباسسازی، هوا، آب، خاک و مانند آن محیط اطراف را آلوده میکند. با این وجود، با روشهای تولید سبزتر مانند پرینت سه بعدی، این سیاره میتواند از تاثیر کاهش آلودگی لذت ببرد.
از آنجایی که فناوری پرینت سه بعدی هر روز به پیشرفت خود ادامه می دهد، انتظار می رود تغییرات جدیتری در صنعت مد ایجاد کند.
از آنجایی که پرینترهای سه بعدی ارزان تر، و فناوری در دسترستر می شود، کارخانه های پوشاک ممکن است متضرر شوند، زیرا افراد بیشتری به چاپگرهای سه بعدی دسترسی دارند و می توانند لباس های خود را در خانه تولید کنند.
از سوی دیگر، لباسها ممکن است به یک سرویس دیجیتال تبدیل شوند، مشابه تعداد افرادی که در حال حاضر از طریق پرداخت هزینه و گرفتن اشتراک ماهانه، به موسیقی یا فیلم دسترسی دارند.
امکانات بی پایان هستند و زمان هیجان انگیزی برای درگیر شدن در صنعت مد است. همانطور که جهان به سمت آینده ای پایدارتر و قابل کنترلتر حرکت می کند، کارشناسان توافق دارند که چاپ سه بعدی به طرز قابل توجهی طرز فکر مردم و مصرف مد را تغییر میدهد.
اعتقاد بر این است که موارد ذکر شده تنها برخی از راه هایی است که روش های چاپ سه بعدی صنعت مد را شکل می دهد. اگر می خواهید در مورد چاپ سه بعدی و تأثیر آن بر بخش مد آگاه باشید، سایت ما را که به طور مرتب این موضوع را پوشش می دهد، دنبال کنید.
چاپ سه بعدی این پتانسیل را دارد که با ارائه مزایای مختلف صنعت مد را متحول کند. آنها شامل ارائه سطوح بیسابقه سفارشیسازی، ارتقای کیفیت و حتی تغییر اساسی در نحوه درک و مصرف جامعه از مد میشوند. در واقع، آینده روشن است و امروز زمان هیجان انگیزی برای بخشی از این صنعت به سرعت در حال تحول است.

آیا می خواهید روی بهترین پرینترهای سه بعدی مواد غذایی سرمایه گذاری کنید؟ اگر چنین است، در اینجا لیستی از بهترین چاپگرهای سه بعدی مواد غذایی وجود دارد.
هر کسی که در صنایع مواد غذایی کار می کند ممکن است بخواهد روی یک چاپگر سه بعدی مواد غذایی با کیفیت سرمایه گذاری کند.
چندین فیلم و مجموعههای تلویزیونی به طور جداگانه پرینت سه بعدی غذا را به نمایش گذاشته اند، از جمله مجموعه Star Trek و The Jetsons .
در این فیلمها، مردم می توانستند با فشار دادن یک دکمه، هر چیزی را که خوراکی باشد چاپ سه بعدی کنند.

اما پرینترهای سه بعدی مواد غذایی در زندگی واقعی هنوز به این داستان تخیلی نرسیده اند. بیشتر پرینترهای سه بعدی مواد غذایی ترکیبی از پرینترهای سه بعدی FDM (یا همان پرینترهای سه بعدی فیلامنتی)هستند. مردم از این دستگاه ها برای چاپ خمیرهای غذایی به جای رشته های پلاستیکی استفاده می کنند. با چاپگر سه بعدی مواد غذایی، می توانید مربا، تافی یا شکلات خوشمزه را لایه به لایه چاپ کنید و بسته به طرح خود یک غذای خوش طعم یا دسر سفارشی ایجاد کنید.
چاپگر سه بعدی مواد غذایی ممکن است برای برخی افراد یک محصول گران قیمت به نظر برسد. با این حال، میتوانید از یک صرافی آنلاین ارز دیجیتال، برای کسب درآمد در معاملات بیتکوین و خرید این چاپگر استفاده کنید  !
!
شاید، شما در حال معامله بیت کوین بوده اید و قبلا پول کافی برای خرید این دستگاه به دست آورده اید! در این صورت، پرینترهای سه بعدی مواد غذایی زیر را در نظر بگیرید.

FoodBot S2 یک پرینتر سه بعدی مواد غذایی همه کاره است که قادر به چاپ بیسکویت، شکلات، پنیر، مربا، تافی و پوره سیب زمینی است. کاربر می تواند بسته به پیچیدگی و دقت چاپ، سرعت خود را از 15 تا 70 میلی متر بر ثانیه تنظیم کند. همچنین، هنگام استفاده از این دستگاه چاپ، می توانید دما را مطابق با ترجیحات خود تغییر دهید.
با این حال، آنچه در مورد این دستگاه به چشم می خورد، ظاهر چشمگیر آن است. FoodBot S2 دارای طراحی زیبا، مدرن و آیندهنگرانه است. نصب این دستگاه در آشپزخانه شما حس علمی تخیلی را به ارمغان می آورد. و رابط کاربری شیک و صفحه نمایش لمسی 5.2 اینچی آن به زیبایی آن افزوده است.
این چاپگر سه بعدی غذا با استفاده از دقت 100 میکرونی خود پرینت های دقیقی ایجاد می کند. همچنین بسته به نیاز کاربر میتواند از نازلهایی بین 0.3 تا 1.5 میلیمتر استفاده کند. این دستگاه دارای نرم افزار سه بعدی رایگان برای تهیه و برش چاپ است و می توانید از آن برای چاپ از طریق کارت SD یا USB استفاده کنید.

سازنده ادعا می کند که WiiBoox Sweetin یک پرینتر سه بعدی مواد غذایی با استفاده آسان است. این یک دستگاه ایده آل برای استفاده خانواده ها در خانه است. این چاپگر سه بعدی دارای چندین مدل پرینت است، به این معنی که می توانید فایل های STL خود را طراحی و دانلود کنید و آنها را چاپ کنید تا خلاقیت خود را به نمایش بگذارید. استفاده از این دستگاه آسان است زیرا طرحی را روی USB بارگذاری میکنید و بلافاصله آن را چاپ میکنید.
این چاپگر سه بعدی مواد غذایی، تخصص اسکن و چاپ سه بعدی را در صنایع غذایی به ارمغان می آورد. عملکرد آن با گرم کردن فیلامنت مواد غذایی مانند شکلات و تنظیم سرعت و دمایی است که کاربر می خواهد چاپ کند. پس از آن، می توانید همزمان با تغییر سرعت چاپ بسته به دقت مورد نظر خود برای قطعات غذای پرینت سه بعدی، چاپ را شروع کنید.

Zmorph Fab یک چاپگر سه بعدی است که به نظر اکثر افراد به دلیل استحکام و مقاومت بالا، بسیار قابل اعتماد است. همچنین، این دستگاه فوق العاده همه کاره است زیرا می توانید آن را به یک حکاکی لیزری یا یک آسیاب CNC تبدیل کنید.
با خرید این چاپگر سه بعدی، می توانید خمیر کوکی، شکلات و سایر رشته های پرینتر سه بعدی مواد غذایی را چاپ کنید. این دستگاه چاپی به روشی که رشته های پلاستیکی را چاپ می کند، خمیر می کند. این بدان معناست که شما از پایداری عالی و وضوح لایه 50 میکرونی آن سود می برید.
این دستگاه ثبات، قابلیت اطمینان و دقت را برای پرینت سه بعدی مواد غذایی به ارمغان می آورد. شاید به همین دلیل است که بسیاری از مردم هنگام جستجوی چاپگری که بتواند کارهای زیادی را انجام دهد آن را ترجیح می دهند. اگر هدف شما تهیه یک چاپگر سه بعدی FMD استاندارد و یک چاپگر سه بعدی مواد غذایی است، این دستگاه برای شما ایده آل است.
چاپگرهای سه بعدی غذا در نهایت وارد سیستم آموزشی STEM شده اند و مربیان از آنها برای آموزش مهارت های چاپ سه بعدی و آنچه که انسان ها می خورند استفاده می کنند. علاوه بر این، استفاده از این ماشینها به خانوادهها اجازه میدهد تا هنگام درست کردن چیزی خوشمزه برای مصرف، به هم نزدیک تر شوند. کسب و کارهای کوچک همچنین میتوانند از پرینترهای سه بعدی مواد غذایی برای ایجاد خوراکیهای مناسب بازار مانند شکلات استفاده کنند. اگر به دنبال چاپگر سه بعدی برای خرید هستید، این دستگاه ها را در نظر بگیرید.

با بهره گیری از روش های نوینی مانند قالب گیری تزریقی یا فشرده سازی، می توان اتصالات مختلف، فناوری کاربردی در تولید پوشش برای محصولات، گیره های رباتیک، مهر هایی که سیلیکون در تولید آن ها نقش اساسی دارد و … را تولید کرد.
به منظور تولید این دسته از محصولات، قدم اول آن است که مدل هایی را داشته باشیم. بعد از طراحی و ساخت مدل یا مدل های مورد نظر، شما می توانید با استفاده از روش تزریق، سیلیکون را وارد قالب کنید.
فرآیند تولید این محصولات در وهله ی اول نیازمند داشتن مدل است. پس از آن که مدل مورد نظر ساخته شد، این ماده را می توان از طریق تزریق سازی وارد قالب کرد.
شما می توانید در انتهای کار، با بهره گیری از این ماده، چاپ سه بعدی را به سرانجام برسانید. این مرحله به صورت جدا از سایر مراحل قبلی انجام خواهد شد.
بر اساس اظهارات یکی از سازندگان مطرح چاپگر های سه بعدی به نام 3D Systems، استفاده از این روش می تواند به میزان قابل توجهی بازدهی کار را افزایش دهد و از هزینه های اضافی بکاهد. میزان این بازدهی تا 90 درصد بالاتر از قالب گیری تزریقی گزارش شده است.
قطعا برای پرینت سه بعدی سیلکونی، چالش هایی نیز پیش روی افراد خواهد بود. پس از آن که حرارت به رشته های پلیمری جامد برسد، آن ها از قابلیت چکش خواری برخوردار خواهند شد. عکس این موضوع نیز صادق است. این به آن معنی است که با سرد شدن، فرآیند به حالت اولیه ی خود باز می گردد.
چاپ سه بعدی با استفاده از سیلیکون نیز چالش های خاص خود را به همراه دارد. روند انجام کار در چاپ سه بعدی با استفاده از سیلیکون با استفاده از رشته های پلیمری جامد کاملا متفاوت است. چرا که پس از این که سیلیکون به حالت جامد برسد، نمی توان آن را با اعمال حرارت به فاز دیگری تبدیل کرد.
در نظر داشته باشید که چاپ سه بعدی با سیلیکون با چاپ با استفاده از رزین های فوتو پلیمر نیز متفاوت است. دلیل آن این است که سیلیکون ها مقاومت بالایی را در برابر اشعه ی فرابنفش از خود نشان می دهند. در چنین شرایطی است که انتظار نمی رود این ماده مانند حالتی که خلوص آن کامل است، عمل کند.
به منظور این که بتوانید با استفاده از سیلیکون، مواد را به حرارت یا تابش نور حساس کنید، می بایست یک ماده ی افزودنی را به آن اضافه کنید. برای انجام واکنش پلیمریزاسیون یا جامد نمودن این مواد باید شرایط لازم را ایجاد نمود.
سیلیکون ماده ی پیچیده ای است و به همین دلیل است که برای کار با آن، می بایست از چاپگر های سه بعدی ویژه استفاده کرد. در صورتی که این ماده در چاپگر های سه بعدی VAT مورد استفاده قرار بگیرد، امکان ترکیب شدن این ماده با دیگر رزین های پلیمری وجود دارد. در چنین شرایطی انتظار می رود که سیلیکون خواص مهم خود را از دست بدهد.
سیلیکون در عین پیچیده بودن برای چاپگر های سه بعدی امروزی و محصولات و قطعه های آن بسیار کاربردی است.

قطعات چاپ سه بعدی در SIL 30، یک ماده سیلیکونی از کربن
به منظور پیشبرد اهداف مرتبط با فرآیندهای تولید محصولات گوناگونی، شاهد حضور سیلیکون به عنوان یک ماده ی افزودنی در فرآیند ها هستیم. اگرچه پرینت سه بعدی سیلکونی در بخش هایی مانند مراقبت های بهداشتی و صنایع به تکامل رسیده است؛ اما هنوز تا استفاده ی همگانی و عمومی از آن در چاپ سه بعدی راه طولانی در پیش رو است و به این زودی ها محقق نخواهد شد.
خواص مواد
محققان علمی و شرکت های تولید کننده ی چاپگر های سه بعدی، به منظور توسعه ی روش های مرتبط با چاپگر های سه بعدی، از انواع روش ها و مواد استفاده می کنند. چاپگر های گوناگونی در راستای درخواست های قابل توجه برای انجام کار های نوین و نوآوری به تولید رسیده است.
در نظر داشته باشید که بسیاری از چاپگر های سه بعدی که در آن ها از این ماده استفاده می شود، چاپ را در سطح روش قالب گیری تزریقی انجام نمی دهند.
ادعای شرکتی با عنوان Spectroplast این است که توانایی این را دارد که مانند شرکت رقیب خود، یعنی Eklem، از تمام سیلیکونی که در اختیار دارد در راستای چاپ سه بعدی استفاده کند.
این در حالی است که خیلی از دیگر شرکت ها، از سیلیکون به صورت خالص استفاده نمی کنند و برخی از مواد را به آن می افزایند. چنین شرایطی، استفاده از این ماده در چاپ سه بعدی را ساده تر می کند.
پرینت سه بعدی سیلکونی استفاده از مواد افزودنی ممکن است باعث تضعیف یا کاهش مدت عمر قطعات حاصل از چاپ سه بعدی شود. استفاده از ترکیبات خاص یا پلیمر های از پیش آزمایش شده می تواند این تاثیر منفی را از بین ببرد.
از سیلیکون هایی که با بهره گیری از مواد افزودنی مورد اصلاح قرار می گیرند، در کاربرد های گوناگونی استفاده می کنند. چرا که در عین برخی ویژگی های منفی، هنوز هم خاصیت های قابل توجه و مثبت خود را دارند.

چاپ سه بعدی سیلیکون از سرویس درخواستی Elkem
در سال های اخیر، رویه های نوینی به منظور استفاده از چاپ سه بعدی با سیلیکون توسعه پیدا کرده است. در این راستا برخی از مجموعه ها با از روش هایی مانند جت مواد با بهره گیری از رسوب سر چاپ افشاننده ی جوهر یا روش استفاده از اشعه ی فرابنفش بهره می گیرند.
سیلیکون طبق یکی از نسخه های مطرح که drop-on-demand نام دارد، با کاشته شدن یک وکسل محتوی سیلیکون در حالی که از یک فعال ساز اشعه ی فرابنفش نیز برخوردار است، چاپ سه بعدی را انجام می دهد.
پس از بهره گیری از هر لایه، لایه ی بعدی با استفاده از منبع نور اشعه ی فرابنفش فعال می شود. شرکت Aceo به پیاده سازی این روند بسیار امیدوار بود. این در حالی است که در اواخر سال 2021 میلادی، شرکت مادر Aceo، یعنی Wacker Chemie به طور کامل استفاده از آن را متوقف کرد.
یک شرکت آلمانی به نام RepRep به منظور وصف یکی از فرآیند های اکسترود نمودن سیلیکون مایع، از اصطلاحی تحت عنوان Liquid Additive Manufacturing یا LAM استفاده کرد. پس از فرآیند اکسترودینگ، با استفاده از یک لامپ هالوژن می توان سیلیکون مایع را حرارت داد.
LAM را شرکتی به نام Dow Chemical بسط داد. امروزه چاپگر های سه بعدی بر مبنای LAM تولید می شوند. شرکت RepRep در حال حاضر این دسته از چاپگر های سه بعدی را با به کار گیری عنوان تجاری InoovatiQ به فروش می رساند.
به منظور بهره گیری از دیگر روش ها، می توان فوتو پلیمریزاسیون vat را نیز به عنوان یک گزینه مطرح نمود. سیلیکون ها به همراه رزین هایی که به نور حساس هستند، در فرآیند ذکر شده ترکیب می شوند.
در چنین شرایطی است که می توان از این مواد در پرینت سه بعدی سیلکونی استفاده کرد که ماده های دیگر را مورد پردازش قرار می دهند. این مورد در ارتباط با شرکت هایی که چاپگر های سه بعدی را تولید می کنند، مانند Desktop Metal و Carbon، نیز صادق است.
چاپ سه بعدی رزینی چیست؟
چاپ سه بعدی رزینی یکی از فناوریهای بینظیر و شگفتانگیز است. تولیدکنندگان صنعتی و دیگر علاقمندان از آن به میزان یکسانی استفاده میکنند. مقیاس عرضه کردن مواد و نیز ماشینها بسیار گسترده است. از این فناوری میتوان در نسخههای مختلف و با کاربردهای گوناگون استفاده کرد.

چاپ سه بعدی رزینی وسیلهای است که با استفاده از آن میتوان انواع چاپ سه بعدی را با استفاده از مخزنهای رزین انجام داد. مخزنهای رزین نام برده شده، از رزین در فاز مایع استفاده میکنند. نام دیگر آن، پلیمریزاسیون vat است و به سه صورت تولید و روانهی بازار میشود:

امروزه سه نوع از پلیمریزاسیون vat در چاپ سه بعدی رزینی استفاده می شود
بهمنظور بهرهگیری از چاپگر سه بعدی رزینی لازم نیست که فناوری بهکار رفته در آن را بهطور کامل فرا بگیرید. اما در صورتی که اطلاعات اندکی را در ارتباط با نحوهی عملکرد آنها به دست آورید، در انتخاب دستگاه مناسب موفق خواهید بود.
رزین مورد استفاده در پرینتنر های سه بعدی رزینی به عنوان یک فتوپلیمر مورد استفاده قرار میگیرد. فتوپلیمر در کل به مادهای اطلاق میشود که نسبت به تابش نور از خود واکنشهایی را به نمایش میگذارد یا فاز آن در هنگام تماس پیدا کردن با نور از مایع به جامد تغییر پیدا میکند.
چاپگرهای SLA با بهرهگیری از آینهها، یک پرتو لیزر یا دو پرتو لیزر را روی محفظهی رزین مایع میگذارد. با استفاده از چاپگر SLA قسمتی از قطعهی در نظر گرفته شده، به طور کامل به فاز جامد میرسد و این روند به صورت لایه به لایه انتقال پیدا میکند.
دستگاههای SLA را نمیتوان به عنوان یک دستگاه چاپ سه بعدی رزینی مقرون بهصرفه تلقی کرد. البته یکی از بهترین دستگاههای چاپ سه بعدی رزینی موجود در بازار، همین چاپگر SLA است که بهای آن حدودا از 3500 دلار آغاز میشود. دقت بالایی که در کارکرد دستگاههای SLA بهکار رفته است، باعث میشود تا سرعت کار دستگاه های SLA در قیاس با سایر دستگاهها کمی پایین بیاید.

پرینترهای سه بعدی رزینی حرفه ای از کربن
دیگر روشی که مورد استفاده قرار میگیرد DLP است. DLP فلاش نور را به کار میگیرد تا لایه به صورت آنی و به طور کامل به فاز جامد برسد. با استفاده از تعداد قابل توجهی از آینههای کوچک، میتوان اشعهی فرابنفش را به سطح سازهی مورد نظر منتقل کرد.
این کار سرعت عمل بالایی را پیادهسازی می کند، اما باعث میشود که مقداری از توجه به جزئیات کاسته شود. همانگونه که مستحضرید، پروژکتور یک صفحهی دیجیتال است.
تصویر لایهها را پیکسلها می سازند. واحدهای کوچک که شکل هندسی آنها مستطیل است، تصویر هر لایه را میسازند. به هر یک از این واحدهای کوچک، وکسل گفته میشود.
استریولیتوگرافی چیست
استریولیتوگرافی ماسکدار از آرایهی LCD بهره میگیرد تا نور مورد نیاز خود را تامین کند. استریولیتوگرافی ماسکدار (MSLA) را می توان چاپ سه بعدی LCD نیز خطاب کرد.
با استفاده از استریولیتوگرافی ماسکدار میتوان اشعهی فرابنفش را با استفاده از یک صفحه ی LCD به راحتی نمایش داد. LCD لایه ای را نمایش می دهد که شباهت قابل توجهی به ماسک دارد و از این رو است که این نوع از استریولیتوگرافی را ماسک دار (Masked) می نامند.
ماسک LCD نیز مانند ماسک های DLP در حالت دیجیتالی نشان داده خواهد شد. این ماسک را نیز واحد ها یا پیکسل هایی ایجاد کرده است که از نظر هندسی، به شکل مربع هستند. واحد بندی چاپ کردن با استفاده از اندازه ی پیکسل های به کار رفته در عکس های LCD تعیین خواهد شد.
از عوامل موثر بر کیفیت چاپ کردن یک چاپگر سه بعدی MSLA می توان به میزان چگالی LCD و اندازه ی آن چاپگر اشاره کرد. کیفیت چاپ سه بعدی رزینی به میزان پیکسل ها در نواحی از پیش تعیین شده (K6 – K8) بستگی دارد.
تولید کنندگان دستگاه های چاپ سه بعدی رزینی از فناوری پلیمریزاسیون vat بهره می گیرند. این فناوری، سنتز شدن نور دیجیتال نام دارد. به دلیل استفاده ی سنتز شدن نور دیجیتال یا همان DLS از لیزر، می توان آن را در مجموعه ی SLA طبقه بندی کرد.
تولید کننده ای به نام Origin می گوید که فناوری خود را می تواند بر مبنای Photopolymerization (P³) و با استفاده از Stratasys پیش ببرد. این تولید کننده همچنین اذعان کرده است که با استفاده از این روند، پردازش نور دیجیتال به تکامل خواهد رسید.
یکی از فناوری هایی که FormLabs ارائه می دهد، LFS یا استریولیتوگرافی با برخورداری از نیروی کم است. باید گفت که Nexa3D از نوعی از SLA تحت عنوان Lubricant Sublayer Photo-curing (LSPc) بهره می برد. این در صورتی است که Azul 3D به عنوان اولین شرکتی که با استفاده از HARP که نوع خاصی از چاپ است، فرم پلیمریزاسیون vat را تولید می کند و آن را به صورت تجاری عرضه می کند.
از دیگر فناوری هایی که در آن ها از فتوپلیمر استفاده می شود می توان به تولید فلز بر مبنای لیتوگرافی (LMM)، میکرو استریولیتوگرافی پروجکشن (PµSL) و ساخت کامپوزیت دیجیتال (DCM) اشاره کرد.
با استفاده از این فناوری های نوین است که می توان افزودنی های موثر و کاربردی را برای رزین مایع استفاده کرد. از این افزودنی ها می توان به الیاف فلزی و سرامیکی اشاره کرد.
مزایای استفاده از چاپگر های سه بعدی رزینی
مزیت اصلی چاپ سه بعدی رزینی در قیاس با سایر فناوری های چاپ سه بعدی، انجام کار چاپ با برخورداری از جزئیات دقیق است.
در صورت مقایسه نمودن چاپ سه بعدی رزینی با فناوری چاپ سه بعدی که در آن از مدل سازی رسوب ذوب شده یا همان FDM بهره گرفته می شود، خواهید دید که رزین در قیاس با رول های فیلامنت پلاستیکی از جزئیات و پیچیدگی های کمتری برخوردار خواهد بود.
این که چاپ سه بعدی رزینی در تمامی حالات از FDM به صورت دقیق تری عمل می کند، به دستگاهی که از آن استفاده می شود بستگی خواهد داشت. اما در نظر داشتن این نکته ضروری است که اگر بخواهید چاپگر های رشته ای را با دستگاه های چاپ سه بعدی رزینی در یک محدوده ی قیمت یکسان مورد مقایسه قرار دهید، بی تردید استفاده از چاپگر های رزینی اولویت بالاتری خواهد داشت.
اگر شما یک دندانپزشک باشید و بخواهید نسبت به چاپ مدل های خاصی که برای درمان موارد مرتبط با دندان ها به کار می رود اقدام نمایید، به دو دلیل به دستگاه های چاپ سه بعدی رزینی نیز توجه خواهید نمود. اولین دلیل، استفاده از موادی است که سازگاری قابل توجهی را با محیط زیست داشته باشند.
دلیل دوم نیز بررسی جزئیات به صورت دقیق است. می توان Asiga Pro2 را به عنوان یکی از ماشین های مورد استفاده و برتر به منظور بهره گیری برای دستگاه های چاپ سه بعدی رزینی برای چاپ مدل های مربوط به درمان دندان ها استفاده کرد

دندانپزشکان می توانند قالب های دندانی را در مطب پرینت سه بعدی کنند و ردیف کننده های شفاف خود را تولید کنند
افرادی که به تولید جواهرات نیز مبادرت می ورزند، از دستگاه های چاپ سه بعدی رزینی به این منظور بهره می برند و از آن استقبال می کنند. دلیل استقبال آن ها از چاپگر های سه بعدی رزینی، برخورداری آن ها از قابلیت چاپ کردن ویژگی های بسیار کوچکی است که به منظور تولید مدل های جواهرات کاربرد دارد.
با استفاده از این مدل های جواهرات است که می توان انواع قالب های جواهرات را ساخت و تولید کرد. به منظور ساخت جواهرات با استفاده از دستگاه های چاپ سه بعدی رزینی می توان از Formlabs Form 3 استفاده کرد. از مزایای این محصول می توان به سازگاری با اقسام ماده های رزین ریخته گری اشاره کرد.
در صورتی که به تولید این محصولات اقدام کرده اید، پیشنهاد ما به شما این است که از یک چاپگر رزین صنعتی استفاده کنید. به عنوان نمونه، چاپگر Dual-Laser 3D Systems SLA 750 Dual وسیله ای است که حجم قابل توجهی از سفارش ها را می تواند با سرعت بالا و با دقت مناسب و نیز در مدت زمان کم برای کاربرد های گوناگون مانند استفاده به عنوان قطعات خودرو آماده کرد و به چاپ رساند.
در مجموع، از چاپ سه بعدی رزین میتوان برای موارد زیر استفاده کرد:
درنظر داشته باشید که آدیداس آخرین نسخهی کفش خود (DFWD4) را در سال 2022 با استفاده از زیرهی میانی چاپ سه بعدی رزینی تولید و روانهی بازار کرده است.