انواع اکسترودر در صنعت و کاربرد های آنها
انواع اکسترود پرینتر سه بعدی
انواع اکسترود پرینتر سه بعدی
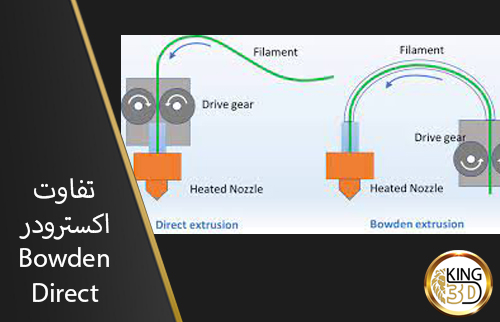
در این مقاله به بررسی دو نمونه از مهمترین انواع اکسترودر به نام های اکسترودر مستقیم و اکسترودر Bowden در صنعت خواهیم پرداخت. هر کدام از انواع اکسترودر ها دارای مزایا و معایب خاصی هستند و در صنعت های متفاوتی کاربرد دارند. در ادامه این مقاله در مورد این دو نوع اکسترودر به شما بیشتر توضیح خواهیم داد.
اکسترودر مستقیم
انواع اکسترود پرینتر سه بعدی
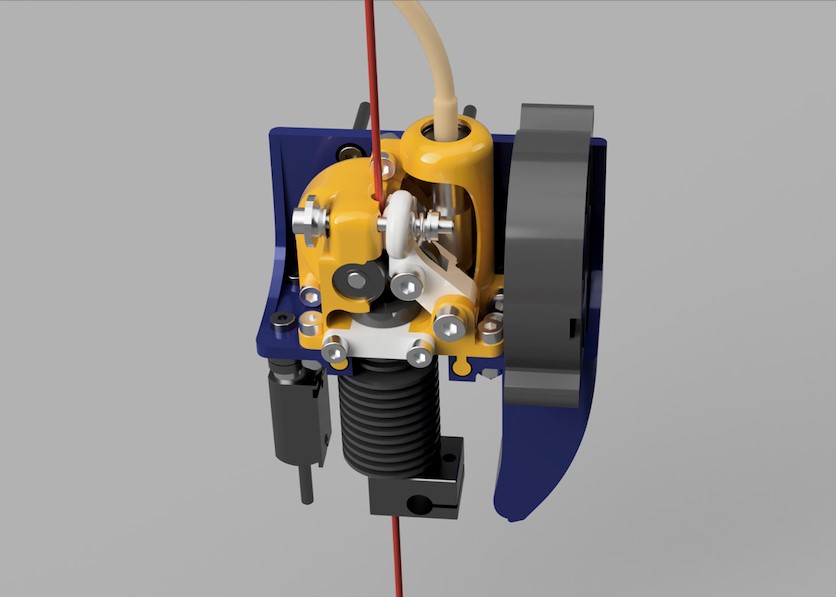
در شکل بالا یک اکسترودر مستقیم را می بینید که prusa i3 Mk3 نام دارد. این اکسترودر مستقیم از طریق قسمت فوقانی پایانه داغ، رشته را به سمت داخل می کشد. وجه تمایز این اکسترودر با سایر انواع اکسترودر در جایگاه موتور است. موتور این نوع اکسترودر در بالای پایانه داغ قرار گرفته است. جایگاه موتور در اکسترودر مستقیم سبب می شود تا مسافت طی شده توسط رشته در اکسترودر به حداقل برسد. این عامل همچنین سبب افزایش کیفیت چاپ سه بعدی نیز می شود. البته توجه داشته باشید که اگر یک چاپگر سه بعدی دارای اکسترودر مستقیم باشد، لزوما به این معنی نیست که توانایی چاپ رشته انعطاف پذیر را نیز دارد.
در هنگام کار با پرینتر سه بعدی که دارای اکسترودر مستقیم است، برای موفقیت در چاپ مواد منعطف باید به موقعیت پینچ و مسیر کنار آن در hot end توجه داشته باشید.
یکی از مزایای اکسترودر مستقیم، کنترل دقیق تر انقباض است. انقباض دقیق به دلیل موقعیت مستقیم آن در انتهای داغ است. این عامل سبب می شود تا مسافت کمتری بین پیچ اکسترودر و فیلامنت وجود داشته باشد.
عوامل فوق سبب می شود تا فضای کمتری برای خم شدن فیلامنت تحت فشار لازم باشد. از آنجایی که در اکسترودر مستقیم، یک موتور در قسمت فوقانی hot end اضافه شده، واضح است که این جرم به قسمت بالایی پرینتر نیز وارد می شود.
با در نظر گرفتن موضوعات فوق، تولیدکنندگان به تولید انواع اکسترودر های دنده ای کوچکتر و سبک تر روی می آورند و سینماتیک چاپگر های خود را برای کاهش این جرم تقویت می کنند.
اکسترودر Bowden
انواع اکسترود پرینتر سه بعدی
یک اکسترودر Bowden در پرینتر سه بعدی :
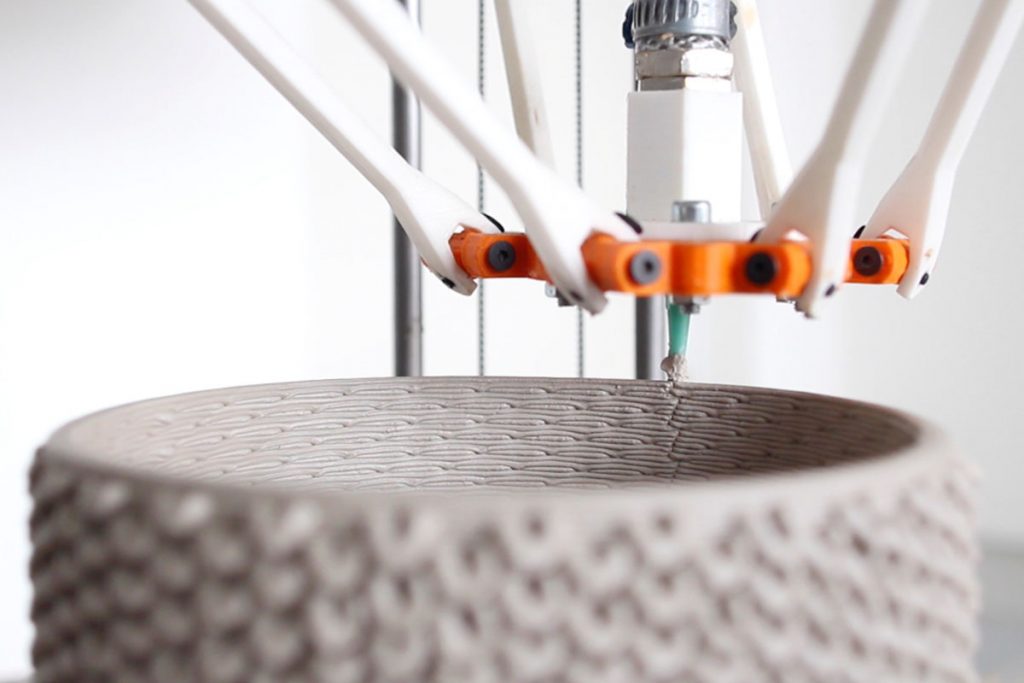
موتور اکسترودر بر روی قاب نصب می شود و رشته را از طریق لوله به سمت انتهای داغ حرکت می دهد.
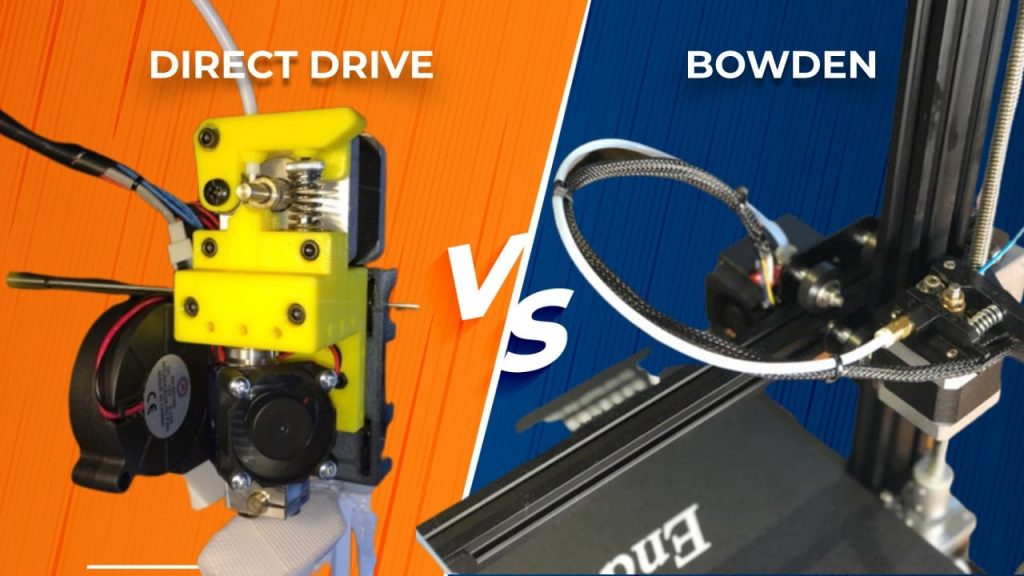
تفاوت بین اکسترودر های مستقیم و اکسترودر های Bowden
در اکسترودر Bowden ، انتهای سرد از قسمت فوقانی پرینتر حذف می شود و بنابراین هرگونه حرکت به عنوان بخشی از پرينت به حساب می آید.
در اکسترودر مستقیم، پایانه سرد در بخشی از قسمت فوقانی پرینتر نصب شده است و همزمان با پایانه داغ حرکت می کند.
در اکسترودر Bowden ، انتهای سرد در فاصله مشخصی از انتهای داغ قرار می گیرد و رشته ورودی ذوب می شود.
در اکسترودر مستقیم، انتهای سرد و داغ نزدیک به همدیگر قرار می گیرند و مسافتی که رشته برای ذوب شدن باید طی کند کاهش می یابد.
یکی از مزیت های برجسته اکسترودر Bowden ، داشتن پرینتر سبکتر است. پرینتر سبکتر سبب می شود تا پایانه داغ با سرعت بیشتری و آزادانه حرکت کند و در نهایت خروجی بهتر و با کیفیت تری را تحویل دهد.
شباهت اکسترودر مستقیم و اکسترودر Bowden از لحاظ مکانیکی
از نظر مکانیکی تفاوتی میان اکسترودر مستقیم و اکسترودر Bowden وجود ندارد. در هر دو نوع اکسترودر از استپر موتور استفاده شده است و این موتور چرخِ دندانه دار را هدایت می کند.
در هر دو اکسترودر استفاده از لوله PTFE ضروری است. استفاده از این لوله سبب ذوب مواد در فیلامنت، قبل از ورود به انتهای داغ می شود. قطر لوله PTFE کمی بزرگتر از فیلامنت است. این لوله مسیر مواد را محدود می کند و به انتهای سرد اجازه می دهد تا هنگام تغذیه فشار لازم را وارد کند.
پرینتر prusa i3 Mk3 از یک اکسترودر مستقیم استفاده می نماید. در این پرینتر جرم اضافی اکسترودر بر روی قسمت فوقانی باعث ایجاد مشکلی خاص نمی شود؛ چرا که جریان فلامنت در انتهای داغ، به سمت بالا حرکت می کند و در این حالت نسبت به اکسترودر Bowden نیز بهتر عمل می کند.