اشنایی با پرینتر رزینی
اشنایی با پرینتر رزینی
پردازش نور دیجیتال (DLP)
اشنایی با پرینتر رزینی
فناوری DLP دارای مشابهت قابل توجهی با فناوری SLA است. با این تفاوت که در DLP، منبع نور مورد استفاده پروژکتور دیجیتال است.
یکی از دیگر تفاوت های چاپگر های سه بعدی SLA و DLP این است که در چاپگر سه بعدی DLP، تصویر تمام لایه به طور کامل و یکجا پخش می شود. این در حالی است که چاپگر سه بعدی SLA به صورت نقطه به نقطه عمل می کند. این مزیت چاپگر سه بعدی DLP است. چرا که باعث افزایش سرعت عمل آن در قیاس با SLA می شود.
چاپگر سه بعدی DLP از دستگاه مخصوصی به منظور کنترل تابش نور بهره می گیرد. این دستگاه را می توان آینه ی کوچک دیجیتال یا DMD خواند. این تجهیز از تعداد زیادی آینه های کوچک برخوردار است.
این آینه ها وظیفه ی هدایت نور را بر عهده دارند. پس از عملکرد آینه های کوچک، تمام لایه ی مورد نظر در فاز جامد قرار خواهد گرفت. محل قرار گرفتن DMD در مرکز تراشه ی DLP است.
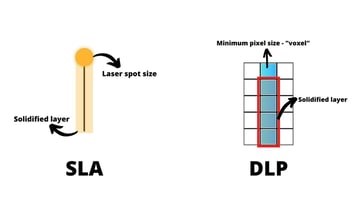
در حالی که DLP از نور پروژکتور دیجیتال استفاده می کند، SLA از لیزر UV استفاده می کند (منبع: Leo Gregurić از طریق All3DP)
اشنایی با پرینتر رزینی :
پیکسل واحد تشکیل دهنده ی تصویر یک لایه است. ساخته شدن لایه بر روی تصویر خود بر مبنای وکسل ها می باشد. وکسل ها همان منشور های کوچک و به شکل مستطیل هستند که در محور های گوناگون می توان آن ها را مشاهده کرد.
پس از تشکیل شدن یک لایه، تصویر لایه جدید پس از انجام شدن فراگرد ساخت نمایش داده خواهد شد. این روند به همین صورت ادامه پیدا خواهد کرد.
- منبع نور: صفحه نمایش پروژکتور نور دیجیتال
- مزایا: سطوح صاف، زمان چاپ کوتاه تر در مقایسه با SLA
- معایب: کیفیت ساخت با افزایش ناحیه چاپ کاهش مییابد، سطوح منحنی ممکن است کمی ظاهر «جعبهای» داشته باشند.
- قیمت: 3000 دلار +
- نمونه های محبوب: Flashforge Hunter Wanhao Duplicator 7
چاپگر سه بعدی LCD/mSLA
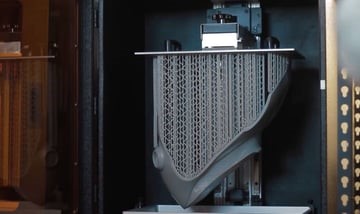
Peopoly's Phenom L یکی از بزرگترین چاپگرهای mSLA است که در حال حاضر موجود است (منبع: Adam Savage's Tested از طریق YouTube)
اشنایی با پرینتر رزینی :
پیکسل واحد تشکیل دهنده ی تصویر یک لایه است. ساخته شدن لایه بر روی تصویر خود بر مبنای وکسل ها می باشد. وکسل ها همان منشور های کوچک و به شکل مستطیل هستند که در محور های گوناگون می توان آن ها را مشاهده کرد.
پس از تشکیل شدن یک
چاپگر سه بعدی SLA از DLP در تشخیص سادهتر عمل میکند. مشکل این است که به سختی میتوان چاپگر سه بعدی DLP را از LCD متمایز کرد.
LCD که آن را mSLA (SLA پوشانده شده) نیز مینامند، شباهتهای قابل توجهی با چاپگر سه بعدی DLP دارد. هرچند تفاوتهای خاصی در اساس کارکرد این دو نوع از چاپگر سه بعدی مشاهده می شود.
DMD در چاپگر سه بعدی DLP مورد نیاز است تا نور پروژکتور به پایین مخزن هدایت شود. اما در LCD سازوکار به این شکل نیست. در LCD به دلیل این که اشعه فرابنفش از طریق LED ها میتابد، نیازی به استفاده از DMD برای هدایت نور وجود ندارد.
با استفاده از mSLA می توان پیکسل های لایه ی مورد نظر را نمایش داد. لایه، تصویر لایه جدید پس از انجام شدن فراگرد ساخت نمایش داده خواهد شد. این روند به همین صورت ادامه پیدا خواهد کرد.
- منبع نور: صفحه نمایش پروژکتور نور دیجیتال
- مزایا: سطوح صاف، زمان چاپ کوتاه تر در مقایسه با SLA
- معایب: کیفیت ساخت با افزایش ناحیه چاپ کاهش مییابد، سطوح منحنی ممکن است کمی ظاهر «جعبهای» داشته باشند.
- قیمت: 3000 دلار +
- نمونه های محبوب: Flashforge Hunter Wanhao Duplicator 7
اشنایی با پرینتر رزینی :
پس از به ثبت رسیدن این اختراع، عموم مردم توانستند از چاپ سه بعدی رزین بهره ببرند. چرا که تجهیزاتی که در چاپگر سه بعدی LCD به کار می رود، بهای کمتری دارد.
چاپ سه بعدی LCD از مزیت و عیب خاص خود را دارد. مزیت آن، صرفه جویی در هزینه ها است. عیب آن مربوط به مدت زمان کارکرد صفحه نمایش LCD است. عمر این تجهیز در چاپگر سه بعدی LCD از تراشه ی به کار رفته در چاپگر سه بعدی DLP بسیار کمتر است. چنین مشکلی را می توان تنها با انجام تعمیر و نگهداری دوره ای انجام داد.
منبع نور: صفحه نمایش پروژکتور نور دیجیتال
جت کردن مواد در چاپگر سه بعدی

دستگاه های جت متریال هنوز در قالب فشرده و با قیمت پایین در دسترس نیستند (منبع: 3D Hubs)
اشنایی با پرینتر رزینی :
یکی از فناوری های خاص و منحصر به فرد چاپگر سه بعدی رزینی، استفاده از جت مواد است. این قابلیت مانند چاپگر های اداری جوهرافشان عمل می کند. جت مواد یکی از پیشرفته ترین نوآوری ها در عرصه ی چاپ سه بعدی است.
جت مواد شباهت خاصی با چاپگر دو بعدی جوهرافشان دارد. چاپگر سه بعدی، رزین را در فراگرد ساخت به صورت قطره قطره می پاشد. پس از آن، با استفاده از اشعه ی فرا بنفش تابش صورت می گیرد. پس از تکمیل یک لایه، این روند تا تکمیل تمامی لایه ها ادامه پیدا می کند.
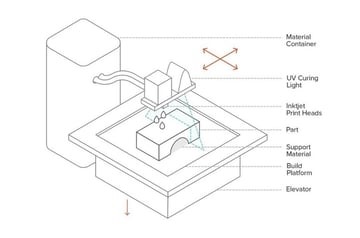
اجزا و اصل کار چاپگر جت مواد (منبع: 3D Hubs)
اشنایی با پرینتر رزینی :
اگرچه پرتاب مواد با استفاده از فناوری های روز، در دقت عمل در فرآیند ها موثر است، اما در نظر داشته باشید که سرعت هم قابلیت مهمی است. هد های متعدد چاپ، قطره های رزین را هم زمان با جلو و عقب رفتن، پرتاب می کنند. چنین فرآیندی را رسوب گذاری خطی می نامند. با استفاده از این فرآیند، ساخت چندین بخش بدون کاسته شدن از سرعت امکان پذیر است.
منبع نور: لامپ UV
- مزایا: سرعت، دقت ابعاد، انتخاب بین سطوح مات و براق
- معایب: تجهیزات و مواد گران قیمت، ضایعات مواد هنگام چاپ مات، استحکام کم قطعات
- قیمت: قیمت گذاری صنعتی در محدوده صدها هزار دلار است
- نمونه های محبوب: Stratasys Objet500 Connex3