تنظیمات با فیلامنت PETG
بهترین تنظیمات برای پرینت سه بعدی فیلامنت PETG چیست ؟
با آموختن تنظیمات با فیلامنت PETG میتوانید متریالی که بر پایه PET هستند را به طور درست چاپ کنید. زیرا این ماده به طور کامل جامد نیست و باید با تنظیمات صحیح، محصول را با استفاده از این ماده تولید کنید. ماده پلی اتیلن گلیکول در سه ورژن است که معمولاً با نوع PETG شناخته می شود. این ماده غیر سمی است و در حالت نیمه جامد قرار دارد. بر همین اساس انقباض کمی داشته و میتواند مصارف پرکاربردی همچون درب آب داشته باشد. چاپ کردن این ماده مانند چاپ PLA آسان است. ماده اولیه PET معمولاً در دمای بسیار بالا قابلیت حالت گیری پیدا می کند و این در حالی است که باید مورد باد مستقیم و خنک کننده قرار گیرد. به همین جهت چاپگر های سه بعدی چه دارای درایو مستقیم و چه دارای اکستروژن Bowden باشند، چاپ ماده PETG برایشان سخت خواهد بود.

چرا تنظیمات با فیلامنت PETG مهم است؟
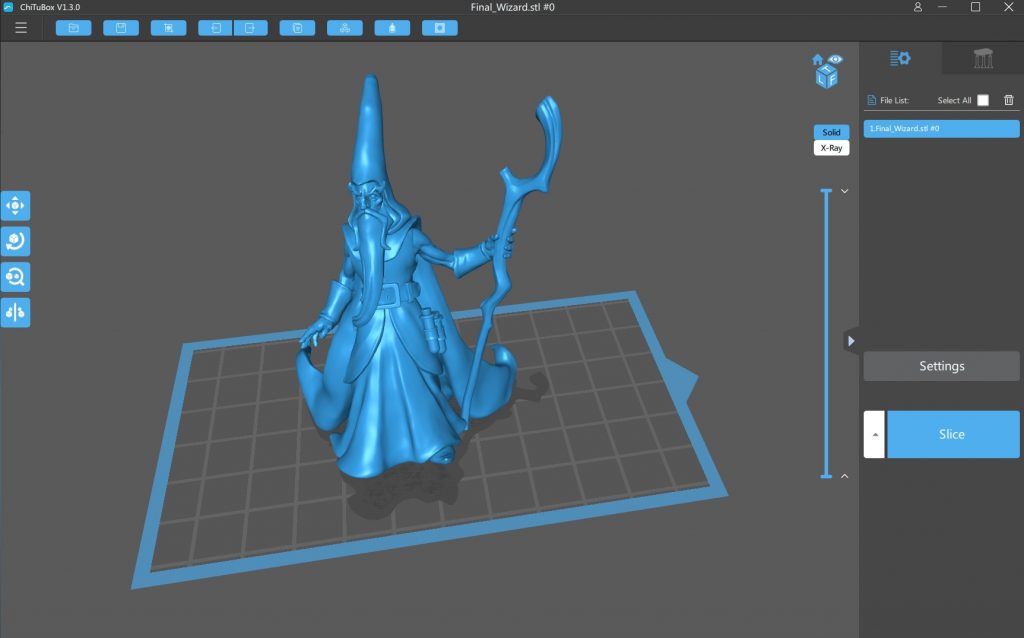
بی اهمیتی به تنظیمات با فیلامنت PETG باعث بد چاپ شدن PETG و آسیب به دستگاه می شود. اکسترودر در انتهای میله داغ فقط می تواند مواد کمی را جذب یا حالت دهی کند. بر همین اساس این قسمت نمی تواند تنظیمات دلخواه را برای کاربران ایجاد نماید. لذا کاربران ترجیح می دهند تا از تنظیمات اسلایسر برای حالت دهی مواد اولیه استفاده نمایند. برنامه ای که به عنوان تنظیمات از مدل سه بعدی ارائه می دهند به صورت اسکریپت G-code است که توسط چاپگر قابل شناسایی باشد. برنامه رایگان اسلایسر Ultimaker Cura به عنوان یکی از محبوب ترین چاپگرهای نوع FDM محسوب می شود.
در این نرمافزار با اعمال تنظیمات میتوانید چاپ با کیفیت محصول را تجربه کنید. البته شرطش این است که مشکلات سخت افزاری همچون داغ شدن بیش از حد انتهای میله ی داغ پیش نیاید. به هر حال باید دقت کنید تا در حین انجام تنظیمات به جای حل مشکلات، مشکل دیگری را به آنها اضافه نکنید. آیا می دانید چگونه یک اسلایسر مناسب در نرمافزار cura برای چاپ PETG داشته باشید؟ بیشتر اسلایسر ها در نرم افزار cura پیش نمایشی از چاپ نهایی محصول ارائه می کنند. برای اینکه بتوانید در این نرم افزار ماده اولیه PETG را حالت دهی کنید باید مراحلی را باید طی کنید.
روش و مراحل انجام تنظیمات با فیلامنت PETG در نرم افزار cura
ترتیب شروع تنظیمات با فیلامنت PETG از طریق نرم افزار cura طبق مراحل زیر است. در اولین مرحله باید وارد نرم افزار شوید و از طریق منوی کشویی قسمت مواد اولیه را در نوار ابزار انتخاب نمایید. در مرحله دوم گزینه Material را از طریق منوی کشویی سمت راست بیابید و کلیک کنید. سپس بر روی گزینه ی PETG کلیک کرده و احتمالاً با توجه به نوع چاپگر تان احتمال دارد سیستم درخواست اندازه نازل را بنماید. در مرحله آخر در همان قسمت منوی کشویی مربوط به تنظیمات چاپ را بیابید و بر روی آن کلیک کنید. در اینجا باید با توجه به نمایه ای که برایتان نمایش داده می شود، ارتفاع لایه ای که متناسب با محصول می باشد را انتخاب کنید. اکنون می توانید به طور کلی نمایه ای از تمام تنظیمات مربوط به PETG که در دسته بندی های مختلف فهرست وجود دارند را مشاهده نمایید. البته بدیهی است که تنظیمات پیش فرض نرم افزار cura برای چاپگر ها متفاوت است.
چگونه تنظیمات با فیلامنت PETG برای Perfect Cura را انجام دهیم؟
برای اینکه بتوانید تنظیمات با فیلامنت PETG را به طور مستقیم انجام بدهید، از قسمت های زیر استفاده کنید. این قسمت ها برای کسانی تنظیم شده است که نمی خواهند موارد توضیحی را مطالعه کنند. آنها میتوانند از این موارد به طور مستقیم برای Perfect Cura استفاده کند. این تنظیمات که به عنوان پیش فرض های ایده آل محسوب می شوند عبارتند از: دمای نازل و محیط نگهداری به ترتیب باید ۲۳۵ و ۷۰ درجه سانتی گراد باشند. سرعت کلی چاپ باید ۴۰ تا ۵۰ میلی متر بر ثانیه باشد. سرعت چاپ لایه اولیه نیز باید ۲۰ میلیمتر بر ثانیه باشد. سرعت کلی حرکت باید حداقل ۱۲۰ میلی متر بر ثانیه تنظیم شود. فاصله انقباض باید برای نرم افزار Bowden ۶ میلیمتر و برای راه اندازی درایو های مستقیم ۲ تا ۳ میلیمتر باشد. سرعت جمع شدن نیز باید ۲۵ میلی متر بر ثانیه و نوع شانه کردن نیز با توجه به هر محصول تنظیم گردد. سرعت فن خنک کننده برای محصول را ۵۰ درصد قرار دهید.
تاثیر دما در انجام تنظیمات PETG چیست؟
تنظیم دما از مهمترین مولفه هایی است که باید در تنظیمات با فیلامنت PETG رعایت شود. زیرا اسلایسر زمانی می تواند ماده اولیه را حالت دهد که بر مبنای دمای درستی باشد. برای اعمال تنظیمات مربوط به دما زمانی که در نرم افزار cura گزینه همه (all) کلیک کنید، تمام تنظیمات قابل اعمال نمایش داده خواهند شد. مهمترین گزینه های قابل توجه در این تنظیمات عبارتند از: Printing Temperature و Build Plate Temperature. در ابتدا توصیه می کنیم تنظیمات مربوط به دما در این دو قسمت را با توجه به توصیه ای که به همراه ماده PETG است را اعمال کنید. اگر دما هایی که توسط این ماده اولیه توصیه شدند، متفاوت هستند می توانید حد وسط را انتخاب کنید. به طور مثال اگر دمای توصیه شده ۲۲۰ تا ۲۴۰ درجه سانتیگراد است میتوانید دمای ۲۳۰ درجه را انتخاب نمایید. اگر هیچ دمایی توسط ماده اولیه معرفی نشده است، دمای ۲۳۵ درجه سانتیگراد برای میله داغ و ۷۰ درجه سانتیگراد برای سطح تخت مناسب می باشند.
چگونه دقیق ترین تنظیمات مربوط به دما را انجام دهیم؟
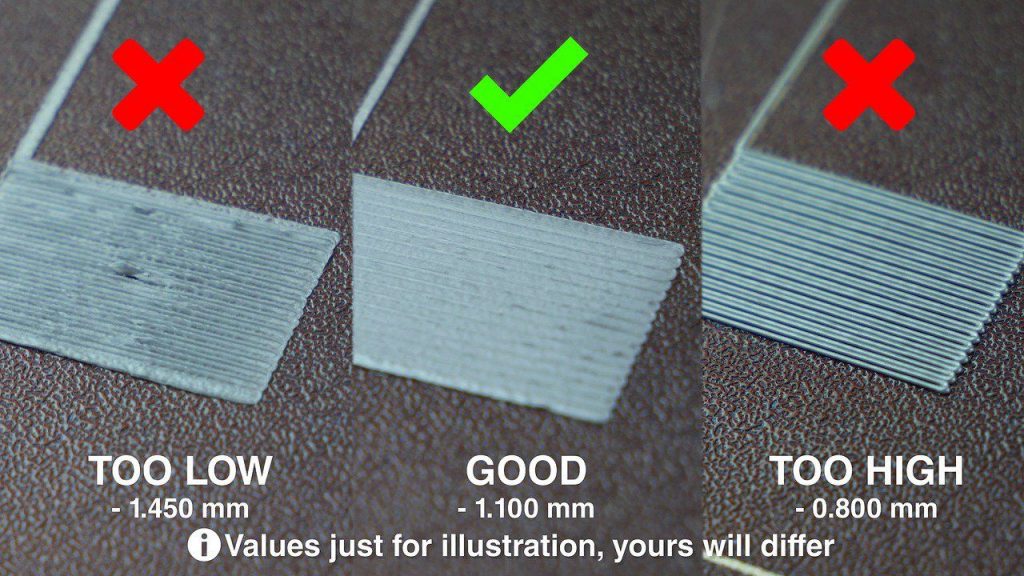
اگر تنظیمات پیش فرض در نرم افزار و دستگاه چاپگر به گونه ای باشند که چاپ محصول شما را تضمین کنند، نباید به همان مقدار بسنده کنید. زیرا همچنان باید تنظیمات دما را بدانید؛ زیرا چاپ هر محصول یکسان نیست و هر مشتری یک نوع محصول را میخواهد. امکان دارد فعالان پرینترهای سه بعدی با استفاده از چاپ چند کالیبراسیون بهترین دمای نازل را بیابند. این روش اصطلاحاً آزمون و خطا نامیده میشود و امکان ایجاد هزینه برای کسب و کار را دارد. توصیه ما این است که در حین آزمون و خطا اگر حباب یا ایجاد فاصله را در دستگاه مشاهده کردید حتماً ۱۰ تا ۲۰ درجه دما را کاهش دهید. در صورتی که در فرایند اکستروژن شاهد شکاف های ریز در محصول بودید باید ۱۰ تا ۲۰ درجه سانتی گراد دما را افزایش دهید.
نکته اصلی در تنظیم دما برای تنظیمات با فیلامنت PETG افزایش یا کاهش ۱۰ تا ۲۰ درجه دما برای چاپ مناسب محصول است. بیش از این مقدار موجب آسیب میشود و اگر اشکالی در چاپ باشد احتمالاً مربوط به بخش سخت افزاری پرینتر می شود. یادتان باشد دمای میله انتهایی داغ باید حدود ۲۳۵ درجه و دمای محیط باید حدود ۷۰ درجه سانتیگراد باشند.