
آینده پرینت سه بعدی



تکنولوزی پرینت سه بعدی در آینده بسیار کارا می تواند باشد ، این تکنولوژی در زمان و موائ مصرفی و از جهات بسیار زیادی انقلابی بزرگ در صنعت به پا کرده است .
برای درک بهتر این موضوع می توان به گزارش شرکت makerBot اشاره کرد.
با ما تا انتهای این مقاله درباره آینده پرینت سه بعدی همراه باشید .
MakerBot ، یکی از زیرمجموعه های Stratasys ، اخیراً نتایج گزارش روندهای پرینت سه بعدی خود را منتشر کرده است. این مطالعه شامل بیش از 1200 از متخصصان در صنایع مختلف ، از هوافضا تا پزشکی و خودرو بود. یافته های کلیدی نشان داد که تقریباً سه چهارم (74)) از پاسخ دهندگان در حال برنامه ریزی برای سرمایه گذاری در فناوری چاپ سه بعدی در سال 2021 هستند و 50 درصد آنها قصد دارند تا 100000 دلار هزینه کنند.
پرینت سه بعدی در اوایل همه گیری کرونا بسیار کارا بود ، زیرا شرکت ها از این فناوری برای تولید سریع تجهیزات حفاظتی و دستگاه های تنفس استفاده کردند. این امر بر درک ارزش پرینت سه بعدی تأثیر داشت. پاسخ جامعه پرینت سه بعدی باورنکردنی بود. وقتی زنجیره های تأمین به دلیل همه گیری کرونا با مشکل مواجه شد ، پرینت سه بعدی توانست وارد عمل شود و خود را به عنوان یک جایگزین مناسب برای تولید سنتی برای قطعات مهم معرفی کند. انعطاف پذیری و سرعت چاپگرهای سه بعدی در ایجاد اختلال در زنجیره تامین تجهیزات محافظت فردی (PPE) در مناطق آسیب دیده و نوآوری در طرح های” قابل پرینت “برای همه چیز از محافظ صورت گرفته تا ماسک های تنفسی موثر بود.
در این گزارش علاقه به محصولات سفارشی نشان داده شد. در حالی که بسیاری از کاربران ، چاپ سه بعدی را راهی برای ایجاد محصولات نهایی می دانند ، بخش خوبی از کاربران بر تحقیق و توسعه تمرکز کرده اند. این گزارش به خودی خود دلایلی را مطرح نمی کند که چرا پاسخ دهندگان مواد جدیدی را پیش بینی می کنند . کاربران به دنبال مواد با استحکام بالا و درجه حرارت بالا هستند که می توانند برای برنامه های کاربردی نهایی از جمله جیگ ، وسایل و جلوه های نهایی روباتیک استفاده شوند.
طی یک سال آینده و در دهه آینده ، ما شاهد رشد این بخش فرعی و لوازم جانبی و موارد استفاده اولیه تا تولید انبوه ، قطعات یدکی و کاربردهای کاربردی نهایی برای قطعاتی هستیم که به طور سنتی با سایر تکنیک های تولید ساخته می شد. به این صنعت اکنون به اندازه کافی بالغ شده است و ما می توانیم ماشین هایی را طراحی کنیم که از این فناوری ها در محصولاتی که مردم هر روز از آنها استفاده می کنند ، استفاده کنند.
95 الی 99 درصد از هزینه تولید به قطعات کاربردی نهایی منتقل می شود
اولین موج فناوری چاپ سه بعدی در درجه اول در اعتبار سنجی طراحی ، نمونه سازی وسایل بود که کارخانه را پربارتر می کرد و برخی از ابزارهای کاربردی. اگر به کل هزینه های تولید امروز نگاه کنید ، کمتر از 5 درصد مربوط به نمونه سازی ، توسعه محصول یا ابزارآلات است. “
در دهه آینده ، ما شاهد یک مسیری خواهیم بود که فناوری مقرون به صرفه تر است ، موارد استفاده بیشتر و عرضه مواد اولیه بیشتر وجود دارد. که فضای برنامه را باز می کند. این امر همچنین بازارهای جدیدی را قادر می سازد که از قطعات اصلی و قطعات یدکی استفاده نهایی کنند.
اکنون می توانید به شکل دلخواه خود برسید ، آن را سبک کنید تا عملکرد مورد نیاز خود را بدست آورید و با استفاده از جدیدترین ابزارهای طراحی مانند طراحی مولد ، می توانید کارهای باورنکردنی انجام دهید. وقتی مردم پنجاه سال آینده به چهارمین انقلاب صنعتی نگاه می کنند ، کمتر در مورد اینترنت اشیا صحبت خواهند کرد و بیشتر در مورد چگونگی حذف 30 تا 50 درصد از مواد موجود در خودروها و اینکه چگونه همه چیز کارآمدتر شده است صحبت خواهند کرد.
در قسمت های قبل بعد از پاسخ به سوالاتی که مطرح شده بود، برای انتخاب روش تولید قطعه پلاستیکی مورد نظرمون به معرفی 4 روش تولید قطعات پلاستیکی پرداختیم که عبارت اند از :روشهای تولید قطعه پلاستیکی
1. cnc :
این فرایند ها با بلوک های جامد، میله های فلزی یا پلاستیکی شروع می شوند که طی آن، قطعات با حذف مواد از طریق برش، فرز، سوراخ کردن و سنگ زنی شکل می گیرند.
2.ریخته گری پلیمر (سیلیکون) :
سیلیکون یک انتخاب قوی برای ساخت قالب است زیرا مزایای بسیار متنوعی را در اختیار شما قرار می دهد. با استفاده از قالب سیلیکون می توانید به راحتی طرح های سفارشی ایجاد کنید. خود قالب ها نیز کاملاً بادوام هستند ، بنابراین می توانید بدون ترس از شکستگی آنها را به طور مکرر استفاده کنید.
3. قالب گیری چرخشی :
به نامهای Rotomolding , Rotocasting شناخته میشود.
این روش، فرآیندی برای تولید قطعات پلاستیکی تو خالی است. رقابتهایی بین این دو روش و روشهای قالبگیری دمشی، گرماشکلدهی و قالبگیری تزریقی وجود دارد.
4.شکل دهی با خلأ یا وکیوم فورمینگ : ترمو فرمینگ یا شکل دهی حرارتی, یکی از روشهای پرکاربرد شکل دهی پلاستیک ها است . در این فرآیند ابتدا ورق پلاستیکی گرما نرم (ترموپلاست ) آنقدر حرارت می بیند تا نرم و انعطاف پذیر شود. سپس این ورق روی قالب گذاشته شده و با اعمال فشار هوا یا ایجاد خلا و یا به صورت مکانیکی روی قالب کشیده می شود و شکل قالب را به خود می گیرد

خب روش پرینت سه بعدی دیگه محبوب دل بچه های مجموعه KING3D خیلی ها که دارن این مقاله رو میخونن، میدونن پرینتر سه بعدی چگونه کار میکند، و کجا کاربرد دارد در این بخش توضیحی در این باره نیز میدهیم.روشهای تولید قطعه پلاستیکی
خب میدونیم که پرینتر های سه بعدی صرفا به پرینتر سه بعدی FDM تقسیم بندی نمیشوند، بیش از 20 مدل پرینتر سه بعدی داریم، که در عرصه صنعت کارایی دارند و جایگاه خودشونو پیدا کردند.
چندین پرینتر سه بعدی که به طور تخصصی فقط با پلیمر یا رزینی کار میکنند، همانند مثل پرینتر سه بعدی FDM SLA DLP
که جایگاه ویژه ای برای افرادی که میخواهند، یک نمونه سازی سریع از یک قطعه با هر پیچیدگی و سایزی میتوانید،به هدفتون برسید،.
از آنجا که پرینتر های سه بعدی برای یک طرح جدید به ابزارآلات و زمان آماده سازی نیاز ندارند، هزینه تولید یک قطعه سفارشی در مقایسه با روش های تولید سنتی بسیار ناچیز است.
فرایندهای پرینت سه بعدی برای تولید انبوه معمولاً کندتر هستند و به نیروی کار بیشتری نیاز دارند. با پیشرفت فناوری های پرینت سه بعدی، هزینه تولید هر قطعه همچنان کاهش می یابد و دامنه کاربرد های حجم کم تا متوسط را گسترده تر می کند.
در حالی که بیشتر فرایندهای تولید پلاستیک به ماشین آلات صنعتی گران قیمت، امکانات اختصاصی و اپراتورهای ماهر نیاز دارند، تکنولوژی پرینت سه بعدی برای شرکت ها امکان ایجاد قطعات پلاستیکی و نمونه های اولیه در محل را فراهم می کند.روشهای تولید قطعه پلاستیکی
PLA
ABS
ASA
PETG
PA
TPU
FIBER CARBON
…….
تزریق پلاستیک یک روش ساخت برای تولید انبوه قطعات پلاستیکی یکسان با خطای پایین (تلرانس کمتر 0.1 میلیمتر) است.
پلاستیک مایع درون قالب خنک شده و جامد می شود(خاصیت ترموپلاستیک) و شکل مورد نظر قطعه را به خود میگیرد.
قالبها معمولاً از فولاد سخت، فولاد از پیش سختشده، آلومینیوم و آلیاژهای مس-بریلیم تولید میشوند.
امروزه، قالبهای آلومینیومی از هزینهی ساخت به مراتب پایینتری نسبت به قالبهای فولادی برخوردارند.روشهای تولید قطعه پلاستیکی
تزریق پلاستیک تکرارپذیری بالا را در کنار سرعت بالای تولید در اختیار تولیدکنندگان می گذارد
(یک سیکل ساخت معمولا کمتر از ۶۰ثانیه طول می کشد.).
تولید آسان طرح هایی با هندسه پیچیده و ریزه کاری به علت وجود فشار بالا
زمان سیکل تولید به نسبت کوتاه که در نتیجه می توان تعداد قطعات بیشتری را تنها از یک قالب ساخته شده در واحد زمان تولید نمود.
تولید انبوه در حجم بسیار بالا ( چندین میلیون در سال )
نیروی کار نسبتا کم هزینه
ساخت قالب پلاستیک معمولا خودکار می باشد.
تلفات و دور ریز کم
ماشین های زیادی می تواند توسط تنها یک اپراتور کار کند.
قابلیت کار بر روی طیف گسترده ای از مواد.روشهای تولید قطعه پلاستیکی
آلودگی پلاستیکی
پلاستیک بعد از 1000 سال تجزیه در محیط تجزیه میشه، اولین پلاستیک هنوز تجزیه نشده. 300 میلیون تن پلاستیک هر ساله در جهان تولید میشود….
هزینه اولیه تزریق پلاستیک بسیار بالاست.
هزینه بالا
اصلاحات در طرح پس از ساخت قالب می توانند بسیار هزینه بر باشند.در تیراژ بالای ۱۰۰۰ قطعه مناسب باشد.
زمانبر
زمان بین شروع پروسه و تحویل قطعه نسبت به دیگر تکنولوژی های ساخت بالاتر است و می تواند از ۴ هفته تا چندین ماه طول بکشد. این زمان به پیچیدگی قطعه و میزان تولید بستگی دارد.
فرورفتگی در قطعه
این ایراد معمولا در قسمت های ضخیم قطعه روی میدهد.
فرآیند خنک شدن در قسمت های ضخیم ، کندتر از مابقی قسمت ها است و همین امر موجب ایجاد پدیده جمع شدگی در لایه های مرکزی میشود.
این حالت بسیار شبیه فروچاله در زمین میباشد با این تفاوت که فروچاله به علت فرسایش به وجود می اید ولی در پلاستیک به علت انقباض است.
آکریلونیتریل بوتادین استایرن (ABS)
پلی اتیلن ترفتالات گلیکول (PETG)
پلی اتیلن ترفتالات گلیکول
پلی وینیل کلراید (PVC)
پلی کربنات (PC)
پلی استایرن (PS)
پلی اتیلن (PE)
پلی آمید (PA)
پلی پروپیلن (PP)
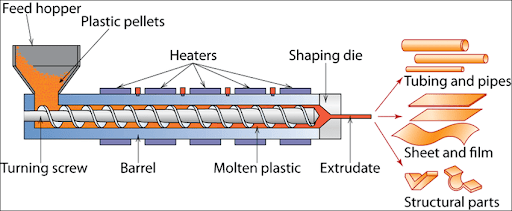
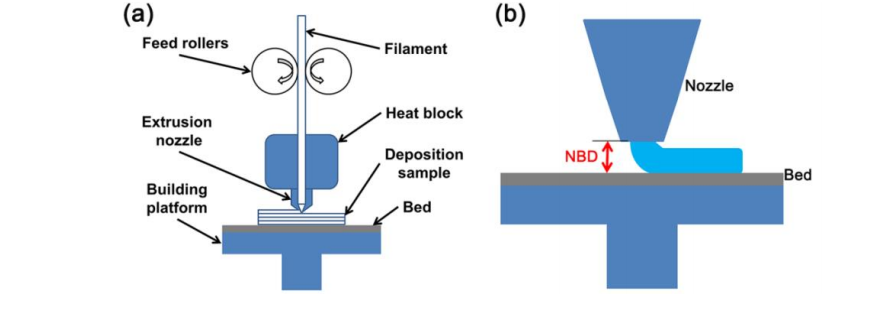
اکستروژن پلاستیک (به انگلیسی: Plastics Extrusion) روشی رایج برای شکلدهی پروفیلها از مواد پلاستیکی است. ماده خام پلاستیک توسط مارپیچ به جلو رانده میشود المنتهای گرمایشی دور محفظه مارپیچ موجب گرم شدن و ذوب شدن مواد شده و به مواد را بصورت مذاب به حرکت در میآورد. این فرایند، فرایندی پیوسته بوده و در نتیجه میتواند قطعات را در طولهای زیاد تولید کند که برای تولید قطعاتی مثل لوله و واشر ایدهآل است. با این حال در اکثر مواقع قطعه اکستروژن شده به طولهای کمتر بریده میشود.روشهای تولید قطعه پلاستیکی
ماشین آلات اکستروژن به دلیل پیچیدگی کمتر و عدم نیاز به سطح دقت بالا، در مقایسه با سایر ماشین آلات صنعتی مانند CNC یا تزریق پلاستیک نسبتاً ارزان هستند. قالبها نیز با توجه به اشکال ساده آنها، قیمت کمتری دارند و هزینه ابزارآلات کسری از هزینه قالب ها در روش قالب گیری تزریق است.
قالب گیری اکستروژن دقیقاً مانند تزریق پلاستیک یک فرایند تقریباً مداوم است که باعث می شود قیمت قطعات اکسترود شده بسیار پایین باشد.
اشکال و هندسه های قابل تولید با استفاده از اکستروژن، محدود به محصولاتی با پروفیل مداوم مانند مقاطع T، مقاطع I، مقاطع L، مقاطع U و مقاطع مربع یا دایره می شوند. کاربرد های معمول این روش شامل ساخت لوله ها، شلنگ ها، نی ها و قالب های قاب پنجره است.
دلایل متعددی وجود دارد که این روش با وجود قدمت نسبتا بالا هنوز به عنوان یکی از روش های اصلی در فرایند شکل دهی فلزات، پلیمرها و حتی سرامیک ها محسوب می شود. از جمله:
آکریلونیتریل بوتادین استایرن (ABS)
پلی اتیلن ترفتالات گلیکول (PETG)
پلی اتیلن (PE)
پلی پروپیلن (PP)
پلی وینیل کلراید (PVC)
پلی کربنات (PC)
پلی استایرن (PS)
اکریلیک (PMMA)
قالبگیری بادی (به انگلیسی: Blow molding)
قالب گیری بادی یک تکنیک ساخت است که برای ایجاد قطعات پلاستیکی توخالی استفاده می شود. در این فرایند با دمیدن هوای فشرده درون یک لوله پلاستیکی گرم شده که در داخل قالب قرار گرفته است، هندسه مورد نظر را شکل می دهند.
فرایند ساخت قالب گیری بادی
آماده سازی قالب: ساچمه های پلاستیکی کوچک ذوب می شوند و به شکل یک لوله توخالی در می آیند که بسته به نوع قالبگیری دمشی، parison یا پریفرم نامیده می شوند.
قالب گیری: در این مرحله parison درون قالب بسته می شود و توسط هوای فشرده باد می شود تا زمانی که به شکل داخل قالب درآید.
خنک سازی و جداسازی: قطعه تا زمانی که به اندازه کافی برای جداسازی سخت شود، درون قالب سرد می شود.
در نگاهی دیگر :
یک فرایند تولید است که در تولید قطعات پلاستیکی توخالی مانند بطریهای پلاستیکی به کار میرود. قالبگیری بادی به سه صورت انجام میشود: قالبگیری بادی اکستروژن، قالبگیری بادی تزریقی، قالبگیری بادی تزریق کششی.
فرایند قالب گیری بادی با گرم کردن پلاستیک و ایجاد لقمه اولیه آغاز میشود، لقمه اولیه به صورت یه استوانه یک سر آزاد دارای روزنه است که هوا میتواند از آن عبور کند، سپس لقمه داخل قالب قرار میگیرد و باد در آن دمیده میشود، فشار باد پلاستیک را هل داده و به دیواره قالب میچسباند، پس از خنک شدن پلاستیک و سرد شدن آن قالب باز شده و قطعه خارج میشود. در دو روش دیگر لقمه از تزریق در قالب مخصوص ایجاد میشود در مرحله دمیده شدن روش آخر یعنی قالبگیری بادی تزریقی کششی یک میله لقمه گرم شده را میکشد و در همین حال هوا در آن دمیده میشود.
قالب گیری بادی در فشارهای بسیار کمتری در مقایسه با تزریق پلاستیک کار می کند که سبب هزینه کمتر ابزارآلات در این روش می گردد. این تکنولوژی دقیقاً مانند تزریق پلاستیک و اکستروژن، یک فرایند پیوسته است که می تواند به طور کامل به صورت خودکار انجام شود و در نتیجه دارای سرعت تولید بالا و قیمت واحد پایین است.
قالب گیری بادی معمول ترین فرایند ساخت محصولات پلاستیکی توخالی در مقیاس بالا است. کاربردهای معمول این فناوری شامل ساخت بطری ها، اسباب بازی ها، اجزای خودرو، قطعات صنعتی و بسته بندی می باشد.
انواع قالبگیری بادی
۱- قالبگیری بادی اکستروژن
۲ – قالبگیری بادی تزریقی
۳- قالبگیری بادی کشش تزریقی
زمانی که برای اولین بار کار مهندسی مکانیک رو شروع کردم، خیلی زود فهمیدم که طراحی فقط کشیدن و نقاشی کردن در نرم افزار کتیا، و سالیدورک نیست.لازم که در نظر داشته باشیم اگر باید چیزی طراحی کنیم، باید و باید به ساختش فکر کنیم، یعنی طراحی بر پایه ساخت ولی خب در ایران خیلی و خیلی روش ساخت داریم که نمیتونیم تو هیچ مقاله اون حجم از اطلاعات رو در یک پست بگنجونیم، پس در این پست به روش تولید قطعات پلاستیکی در صنعت ایران میپردازیم.
خوبه که بدونیم تنها راه تولید قطعات پلاستیکی صرفا پرینتر سه بعدی نیست و روش های زیادی برای اینکار داریم.
در عکس پایین روش تولید قطعات پلاستیکی رو به هشت مورد اصلی اختصاص دادیم، بریم ببینیم کدوم روش برای ما کاربرد داره ولی قبلش باید چند تا سوال رو جواب بدیم.

چقدر قطعه ما جزییات ریز داره ؟
اندازه قطعه چقدره ؟
چقدر تلرانس برای ما قابل قبول ؟
کدوم روش تولید توانایی ساخت قطعه مارو داره ؟
چه تعداد از قطعه لازم داریم ؟
ایا روش مورد نظرمون امکان تولید محدود رو داره ؟
چه تعداد از قطعه برای استارت دستگاه کافیه ؟
برای تولید فقط یک قطعه کدوم روش خوبه ؟
هزینه ها در تولید تیراژ به مراتب کمتر میشه پس کدوم روش مناسب ماست ؟
ایا پولش رو خودمون میدیم یا در قالب یک شرکت پرداخت میکنیم؟پول استارت دستگاه چقدره ؟
ایا میصرفه در تیراژ قطعه تولید کنیم ؟
جنس ما باید چه الزامات مکانیکی و شیمیایی رو پاس کنه ؟
کدوم پلاستیک قابل دسترس و نیاز مارو برطرف میکنه؟
ایا ماده ای که ما میخواهیم در ایران وجود دارد؟ یا از طریق مرز باید وارد ایران بشه ؟
مهمترین سوال مشتری و مهمترین دارایی انسان : چقدر زمان میبره ؟
برای تیراژ بالا چه مقدار زمان لازمه ؟
اگه برای مثال چند نمونه اولیه بخواهیم چقدر زمان میبره تا بدستمون برسه ؟
ترموپلاستیک :
میتوان آنهارا بارهای ذوب و منجمد کرد فرایند برگشت پذیری دارند.و هیچ اتصال شیمایی بین آنها نیز اتفاق نمی افتد.انواع مختلفی دارند.
ترموست :
زمانی که شکل بگیرند دیگر نمیتوان آنها را به شکل اولیه دراورد، و فرایند برگشت ناپذیری دارند، بین آنها پیوند شیمیایی شکل میگیرد
خب ممکن به عنوان یک سازنده کمو بیش اسم دستگاه های CNC به گوشتون خورده باشه، قبلا هم به طور مفصل درباره طرز کار دستگاه های CNC صحبت کرده بودیم، باز اشاره ای مختصر بهش میکنیم
به طور کلی دو روش تولید با دستگاههای cnc داریم : تراش و فرز
که به صورت دستی و اتوماتیک میتوان از این روش استفاده کرد، دایره وسیعی از مواد ها مختلف رو در اختیار ما قرار میدهد.
این فرایند ها با بلوک های جامد، میله های فلزی یا پلاستیکی شروع می شوند که طی آن، قطعات با حذف مواد از طریق برش، فرز، سوراخ کردن و سنگ زنی شکل می گیرند.
بر خلاف اکثر فرایندهای تولید پلاستیک، ماشینکاری CNC یک فرایند ساخت کاهشی است که در آن بلوک یا توسط یک ابزار چرخشی و قطعه ثابت، یا یک قطعه چرخشی و ابزار ثابت حذف می شوند.
در این فرایند مانند همه فرایندهای ساخت نیاز به پرداخت سطح خروجی داریم.
ماشینکاری برای ساخت قطعات پلاستیکی با حجم کم و هندسه هایی که قالب گیری آنها دشوار است گزینه ایده آلی می باشد. کاربردهای معمول ماشینکاری شامل ساخت نمونه های اولیه و قطعات نهایی مانند قرقره ها، چرخ دنده ها و بوش ها است.
ماشینکاری CNC هزینه نصب و راه اندازی کم تا متوسطی دارد و می تواند قطعات پلاستیکی با کیفیت بالا را در مدت زمان فرآوری کوتاهی و با استفاده از طیف گسترده ای از مواد تولید کند.
در ایران دستگاه های cnc رو به تعداد محورهاشون دسته بندی میکنند،معمولا 3 محور تا شش محور تقسیم بندی میشوند ، که cnc 3 محور رایجترین cnc بین دستگاهای فرز سی ان سی است.
هر چی قطعه پیچیده تر، هزینه تولید نیز بیشتر میشود، بر خلاف پرینتر سه بعدی که تفاوتی ندارد که چه هندسه ای دارد
اکریلیک (PMMA)
آکریلونیتریل بوتادین استایرن (ABS)
پلی آمید (PA)
پلی لاکتیک اسید (PLA)
پلی کربنات (PC)
پلیاتراترکتون (PEEK)
پلی اتیلن (PE)
پلی پروپیلن (PP)
پلی وینیل کلراید (PVC)
پلی کربنات (PC)
پلی استایرن (PS)
پلی استال (POM)
سیلیکون یک انتخاب قوی برای ساخت قالب است زیرا مزایای بسیار متنوعی را در اختیار شما قرار می دهد. با استفاده از قالب سیلیکون می توانید به راحتی طرح های سفارشی ایجاد کنید. خود قالب ها نیز کاملاً بادوام هستند ، بنابراین می توانید بدون ترس از شکستگی آنها را به طور مکرر استفاده کنید.
اگر محصول نهایی شما از سیلیکون ساخته شده باشد ، قالب های چاپ سه بعدی برای شما ایده آل است. سیلیکون با قالبهای پلاستیکی تداخل و واکنش نشان نمی دهد ، تنها نکته مهمی که باید بخاطر بسپارید نقطه ذوب پلاستیک است. برخی از مواد حتی در برابر حرارت نیز مقاوم هستند که آنها را کاندید مناسبی برای قالب های چاپ سه بعدی می کند. تولید قالب سریع و آسان انجام خواهد شد. به لطف قالب های چاپ شده ، قطعات سیلیکونی شما نرم و صاف می شوند و می توانند جزئیات زیادی داشته باشند. قالب های چاپ سه بعدی نیز مقاوم هستند و به راحتی می توان چندین بار از آنها استفاده کرد. این یک روش شگفت انگیز برای بهبود روند ساخت است.
پلیمرهای معمول برای ریخته گری شامل پلی اورتان، اپوکسی، سیلیکون و اکریلیک هستند.
آماده سازی قالب:
در این مرحله قالب با یک عامل آزاد کننده جهت سهولت جدا کردن قالب پوشش داده می شود و اغلب تا دمای ویژه یک ماده گرم می شود.
ریخته گری:
رزین مصنوعی با یک عامل پخت مخلوط شده و در قالب ریخته یا تزریق می شود تا جایی که فضای داخلی قالب را پر می کند.
پخت:
عملیات پخت آغاز می شود تا زمان جامد شدن ادامه می یابد. (قرار دادن قالب در معرض حرارت می تواند باعث تسریع زمان پخت برخی از پلیمرهای خاص شود).
جداسازی قالب:
قالب باز شده و قطعه پخته شده جدا می شود.
اصلاح:
پلیسه ها، راهگاه ها و شکاف ها برش داده می شوند یا از بین می روند.
قالب های انعطاف پذیر ساخته شده از لاستیک لاتکس یا لاستیک سیلیکونی ولکانیزه شده در دمای اتاق (RTV) در مقایسه با ابزار سخت ارزان هستند اما فقط تعداد محدودی (حدود ۲۵ تا ۱۰۰) ریخته گری را می توانند انجام دهند
زیرا واکنش شیمیایی اورتان ها، اپوکسی ها، پلی استر و اکریلیک سطح قالب را تخریب می کند.
قالب های سیلیکونی RTV می توانند حتی کوچکترین جزئیات را تولید کنند و قطعات ریخته گری با کیفیت بالایی را ارائه دهند.
ریخته گری پلیمر روشی نسبتاً ارزان می باشد که به سرمایه گذاری اولیه اندکی نیاز دارد، اما پلیمرهای ترموست برای ریخته گری معمولاً گرانتر از نمونه های ترموپلاستیک هستند.
هر قطعه ریخته گری برای عملیات پس پردازش به نیروی کار عملی نیاز دارد که هزینه نهایی هر قطعه را در مقایسه با روشهای تولید خودکار مانند تزریق پلاستیک بالا می برد.
روش ریخته گری پلیمر معمولاً برای نمونه سازی، تولید کوتاه مدت و همچنین برخی از کاربردهای دندانپزشکی و جواهرات استفاده می شود.
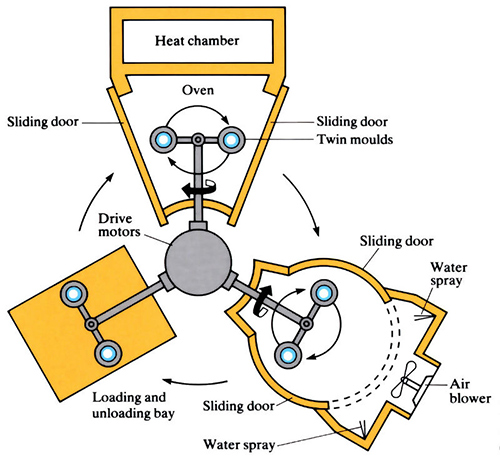
به نامهای Rotomolding , Rotocasting شناخته میشود.
این روش، فرآیندی برای تولید قطعات پلاستیکی تو خالی است. رقابتهایی بین این دو روش و روشهای قالبگیری دمشی، گرماشکلدهی و قالبگیری تزریقی وجود دارد.
البته قالبگیری چرخشی مزایای ویژهای از جمله میزان کمتنشهای پس ماند و قالبهای نسبتاً ارزان را دارا است.
علاوه بر این از نظر تولید قطعات یک تکه، توخالی و بزرگ (بزرگتر از ۲ متر مکعب) رقبای کمی در برابر این روش وجود دارد.
این روش بیشتر برای تولید مخازن شناخته شدهاست اما میتواند برای تولید محصولات پزشکی پیچیده، اسباب بازیها و دیگر وسایل بکار رود.
پر کردن قالب یا charging
مقدار معینی پودر پلاستیک در حفره قالب ریخته می شود و سپس قسمتهای باقی مانده قالب نصب شده و حفره برای گرم شدن بسته می شود.
حرارت دهی یا heating
قالب تا زمانی که پودر پلاستیک ذوب شود و به دیواره های قالب بچسبد گرم می شود، در این مرحله به منظور اطمینان از ایجاد یک پوشش پلاستیکی یکنواخت، قالب در امتداد دو محور عمود بر هم چرخانده می شود.
خنک سازی یا cooling
سپس قالب به آرامی سرد می شود، در این مرحله جهت جلوگیری از ته نشینی و یا ریزش پودر، قالب همچنان درحال چرخش باقی می ماند.
جداسازی قطعه
پس از سرد شدن، چرخش قالب متوقف شده و قطعه از قالب جدا می شود.
قالب گیری چرخشی دارای برخی محدودیت های طراحی است و محصولات نهایی دارای تلرانس بارزتری هستند. از آنجا که کل قالب باید گرم و سرد شود، این فرایند دارای چرخه زمانی طولانی است و نیاز به نیروی کار زیادی دارد که کارایی آن را برای کاربردهای با حجم بالاتر محدود می کند.
پلی اتیلن
پلی پروپیلن
پلی وینیل کلراید
نایلون
زمان طولانی تولید محصول
مناسب نبودن برای تولید قطعات کوچک در تیراژ بالا
محدودیت در انتخاب مواد اولیه
هزینه نسبتاً زیاد مواد اولیه
حالت فیزیکی مواد اولیه باید مایع و به صورت
پودرهای ریز باشد
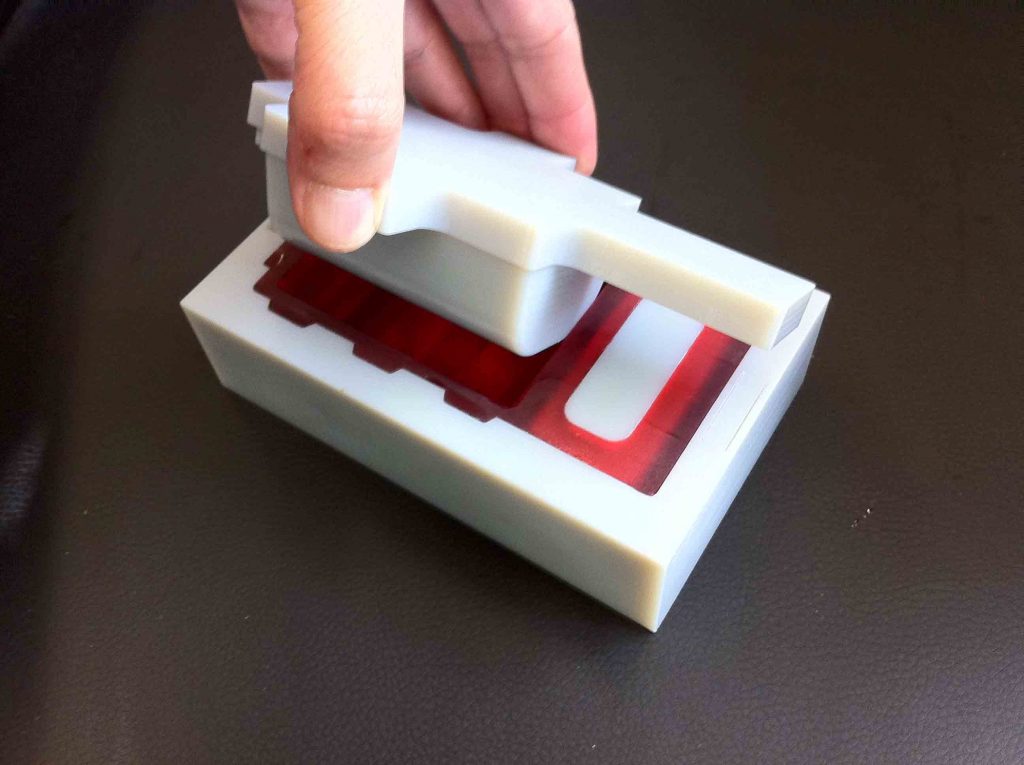
ترمو فرمینگ یا شکل دهی حرارتی, یکی از روشهای پرکاربرد شکل دهی پلاستیک ها است . در این فرآیند ابتدا ورق پلاستیکی گرما نرم (ترموپلاست ) آنقدر حرارت می بیند تا نرم و انعطاف پذیر شود. سپس این ورق روی قالب گذاشته شده و با اعمال فشار هوا یا ایجاد خلا و یا به صورت مکانیکی روی قالب کشیده می شود و شکل قالب را به خود می گیرد.
وکیوم فرمینگ پلاستیک یکی از زیر شاخه های فرآیند ترموفرمینگ برای شکل دهی پلاستیک ها می باشد.
وکیوم فرمینگ اولین و ساده ترین فرایند شکل دهی حرارتی می باشد .
بسیاری از قطعات پلاستیکی از ظروف یک بار مصرف تا طلق های بسته بندی محصولات و یا حتی داشبورد خودرو به روش ترموفرمینگ و یا وکیوم فرمینگ ساخته می شوند.
تمامی ورقهای گرما نرم (ABS, PVC, PET.هایمپکت .کریستال و…) قابلیت شکل پذیری را دارند.
هزینه ابزارآلات در روش وکیوم فورمینگ به دلیل نیروها و فشارهای کم در مقایسه با سایر تکنیک های قالب سازی کم است. قالب ها برای تولید کوتاه مدت و قطعات سفارشی از چوب، گچ یا رزین های پرینت سه بعدی ساخته می شوند. تولید کنندگان برای تولید در حجم بالا از ابزارآلات فلزی با دوام تر استفاده می کنند.
آکریلونیتریل بوتادین استایرن (ABS)
پلی اتیلن ترفتالات گلیکول (PETG)
پلی پروپیلن
(PP)
پلی استایرن
(PS)
پلی اتیلن
(PE)
اکریلیک
(PMMA)
پلی وینیل کلراید
(PVC)
پلی کربنات
(PC)
در این مقاله میخواهیم به روش های جداسازی قطعه ای که توسط پرینتر سه بعدی تولید شده، و هنوز روی هیت بد چسبیده بپردازیم !ترفند جداسازی قطعه پرینت شده
سعی بر این داریم با تکیه بر تجربه های که در طی این سالها و کار با متریال های مختلف بدست آوردیم، دانش خودمون رو با شما به اشتراک بزاریم.
هر مرکز خدمات پرینت سه بعدی به خوبی میداند که پرینت سه بعدی یک قطعه شاید با لذت های فراروان باشد، ولی همیشه چسبیدن لایه اول و جدا سازی قطعه ای که روی هیت بد ساخته شده، از مراحل مهم فرایند پرینت 3 بعدی میباشد.
زمانی که شما مدلسازی سه بعدی را انحام دادید، و مدل سه بعدی در نرم افزار های اسلایسر همانند simplify3d و cura انجام دادید،فایل g-code را داخل پرینت گذاشتید،و لایه اول به خوبی روی صفحه ساخت هیت بد تشکیل شده و بعد از گذشت زمانی قطعه ساخته شده و آماده جدا کردن میباشد، اگر روش های اشتباهی رو در پیش بگیرید ممکن به قطعه در اخرین مرحله اسیب وارد کنید، و این اخرین چیزی است که میخواهید
مقاله مارو دنبال کنید، تا بهترین روشهای جداسازی قطعه رو با شما به اشتراک بزاریم.ترفند جداسازی قطعه پرینت شده
ده روش اصلی و کاربردی برای جداسازی قطعه پرینت شده از صفحه ساخت پرینتر 3 بعدی







برای جداسازی قطعات ظریف می توان از یک وسیله برنده نازک استفاده کرد. البته دقت کنید فشار وارده به اندازه ای نباشد که به زیر قطعه آسیب وارد کند.
این شیء برنده نازک می تواند وسایل گوناگونی باشد. کاردک های نازک می تواند انتخاب خوبی باشد.
انتخاب یک تیغ برشی مانند تیغ ریش تراش انتخاب مناسب تری نسبت به بقیه موارد است.
برای استفاده از تیغ دقت کنید که به دست خود آسیب وارد نکنید. همچنین فشار وارده باید به گونهای باشد که به لایه های زیرین آسیب وارد نکند و چروک در سطح قطعه ایجاد نکند.ترفند جداسازی قطعه پرینت شده
خب همیشه استفاده از زور یک روش برای جداسازی هر چیزی از زمان انسان های نخستین تا به حال بوده، و همیشه اولین و سریعترین راه برای جداسازی یک قطعه از روی هیت بد پرینتر سه بعدی استفاده از زور و فشار است
اگر قطعه استحکام کافی داشته باشد، میتوانید قطعه را به صورت چرخشی یا حرکت رو به جلو و عقب از صفحه ساخت جدا کنید، ولی همیشه مد نظر داشته باشید که این روش برای قطعات با استجکام بالا پاسخگو است ولی برای قطعاتی ظریف روش توصیه شده ای نیست، و ممکن است به خودتان یا قطعه آسیب برسانید.
در 70% اوقات این روش جواب کار شمارو میدهد، اگر این روش پاسخگو نبود یا ریسک بالایی داشت، حتما سراغ روشهای کم خطر تر و ملایم تر بروید.ترفند جداسازی قطعه پرینت شده
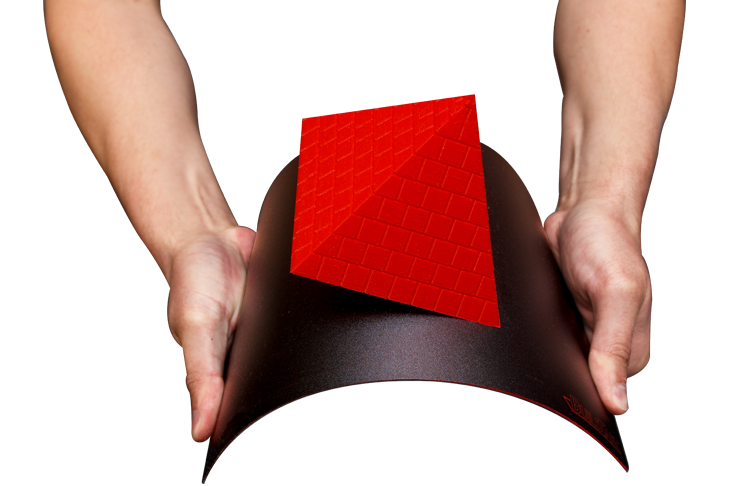
خب تا اینجا با روشهای عجیب جداسازی قطعه جلو اومدیم، جالا بریم سراغ روش بعدی به اسم قرار دادن هیت بد با جاش تو فریزر !
وقتی قطعات در معرض هوای سرد قرار بگیرند، منقبض میشوند و جمع میشوند، شما میتوانید از این پدیده به نفع خودتان استفاده کنید.کافی است هیت بد و پارت مورد نظر را در فریزر اگه جا میشه !! قرار بدید بعد از نیم ساعت قطعتون رو میتونید به صورت جدا شده از روی هیت بد بردارید به همین راحتی.
اگه هیت بد شما شیشه ای یا آلومنیومی باشد، به مراتب کار راحتر است . و نتیجه خوبی میگیرید.ترفند جداسازی قطعه پرینت شده
به عنوان یکی از خشن ترین روشها میتونید از این روش استفاده کنید، فقط کافی نسبت به فیلامنتی که استفاده کردید، از حلالش استفاده کنید
مثلا برای فیلامنت PLA باید از حلالش یعنی کلروفورم استفاده کنید و برای فیلامنت ABS میتونید از استون نیز استفاده کنید.
بدین صورت که از یک سمت حلال رو به قسمت کف کار میریزد،و حلال یک شکاف زیر قطعه ایجاد میکند، بعد به راحتی میتونید با کاردک قطعه رو جدا کنید
ولی اگه زیاده روی کنید میتونید سطح کارو از بین ببرید.این روش رو برای غول مرحله ! اخر بزارید.
خب اگه نمیدونید RAFT چیه خیلی ساده میتونید یک سرچ بکیند در بین مقالات و به توضیحات راجب RAFT برسید
میدونیم یک لایه به بالا زیر قطعه با یک اختلاف فاصله ای ایجاد میکند. زمانی که این گزینه فعال باشد، زمان و مصرف فیلامنت بالاتر میرود،معمولا برای فیلامنت های بد قلق از این گزینه استفاده میکنیم.
هم برای چسبیدن قطعه به میز و هم به عنوان سطحی راحت و بدون دردسری برای کندن میتوان استفاده کرد.
لازم نیست نگران آسیب رساندن به لایه Raft باشید زیرا پس از اتمام عملیات پرینت جدا می شوند. استفاده از لایه Raft علاوه بر تسهیل فرایند جداسازی قطعه از صفحه ساخت، احتمال تاب برداشتن قطعه را نیز کاهش می دهد. از معایب اصلی لایه Raft می توان به افزایش زمان چاپ و فیلامنت پرینت سه بعدی مصرفی اشاره کرد.
پس از اتمام عملیات چاپ می توانید قطعه خود را به دو روش جدا کنید: ابتدا قطعه را از Raft جدا کنید یا ابتدا Raft را از صفحه ساخت جدا کنید. معمولاً جداسازی Raft از صفحه ساخت منطقی تر است و تا زمانی که فقط Raft را لمس می کنید به جزئیات قطعه پرینت سه بعدی شده آسیب نمی رسد. برای جدا کردن Raft همیشه می توانید از روش های دیگر موجود در این مقاله استفاده کنید.ترفند جداسازی قطعه پرینت شده
اگرچه استفاده از نخ دندان کمی غیر متعارف است، این روش در جداسازی قطعه چسبیده به صفحه پرینت بسیار مؤثر می باشد. نخ دندان را بارها و بارها با سرعت مانند اره به عقب و جلو ببرید. این حرکت عقب و جلو اصطکاکی ایجاد می کند که سبب تسهیل در فرایند جداسازی قطعه می گردد.
در حالی که شاید نخ دندان پرکاربردترین ابزار برای این روش غیر سنتی باشد، شما می توانید از محصولات رشته ای دیگری مانند ساخت زیورآلات یا حتی سیم لحیم کاری استفاده کنید.
مطمئناً خبر ندارید که نخ دندان علاوه بر پاک کنندگی دندانهایتان برای زدودن چسبندگی پرینت سه بعدی هم به کارتان می آید. سعی کنید نخ دندان بلندی را با حرکت اره وار به زیر مدل (معمولاً لایه Raft) ببرید. بسته به میزان چسبندگی و متریال این کار را ادامه دهید. این روش برای تمامی مدلها و بسترهای چاپ مناسب است.ترفند جداسازی قطعه پرینت شده
البته این کار می تواند به روش دیگری هم استفاده شود به این صورت که قطعه را به همراه صفحه پرینت از دستگاه خارج کرده و در داخل یک ظرف یا تشت بزرگ آب قرار دهید . به دلیل نفوذ آب در زیر قطعه جدا سازی راحت صورت می گیرد. اگر جنس قطعه به صورتی باشد که نفوذ آب به قطعه آسیبی وارد نکند این روش ، روش مناسبی است.
نکته ای باید مد نظر داشته باشید این است که، اگر از چسب ماتیکی استفاده کردید، ممکن است استفاده از اب گرم برای فیلامنت pla روش مناسبتری باشد،
در برخی مواقع اگر ضخامت شیشه ای هیت بد از 3 میلیمتر بیشتر باشد، ممکن است، اب سرد خیلی تاثیر گذار نبوده باشد.
پس قطعه پرینت شده را به همراه هیت بد درون ظرفی پر از آب قرار دهید اختلاف دما باعث راحتر کنده شدن قطعه چاپ شده میشود.
استفاده از چسب نواری ابی BLUE TAPE برای فیلامنت PLA
چسب آبی یکی از چسب های نواری است که در طول پروسه تولید بسیاری از صنایع تولیدی و خدماتی مورد استفاده قرار می گیرد. این نوع چسب نواری در عرض های متنوعی در بازار یافت می شود ولی عرض ۵ سانتیمتری آن پر کاربردتر می باشد. این نوع چسب در برندهای متفاوتی عرضه می شود که مدل اورجینال آن مربوط به شرکت تولیدی ۳M می باشد. این نوع چسب دارای قدرت چسبندگی بسیار خوبی بوده و همچنین جداسازی آن بعد از اتمام پروسه بسیار راحت است. همین موضوع سبب شده تا در بین کاربران محبوب شود. از این نوع چسب در پرینترهای سه بعدی به وفور استفاده می شود چرا که چسبندگی ABS و یا PLA بر روی آن بسیار خوب بوده و به راحتی قابل جدا سازی می باشد. همین موضوع سبب می شود تا کف نمونه پرینت شده بسیار صاف باشد.
به مرور سطح چسب ازبین میره و ممکنه قطعه درحال پرینت از صفحه جدا بشه!!!
اگر سطح چسب کثیف بشه باز هم مشکل بالایی رخ میده!
گاهی اوقات قطعه انقد محکم به سطح چسب میچسبه که وقتی قطعه رو جدامیکنیم جسب رو هم با خودش جدا میکنه و باعث بوجود اومدن مورد اول میشه!!
استفاده از ورق طلا نسوز (معروف چسب کپتون نسوز) :
چسب کپتون یا نوار کپتون از فیلم پلی آمید توسعه یافته همراه با چسب نسوز سیلیکون ساخته شده است. چسب کپتون ویژگی های منحصر به فردی نظیر مقاومت حرارتی، الکتریکی، شیمیایی، مکانیکی و همچنین مقاومت بسیار بالایی در برابر لرزش، دمای زیاد و دیگر محیط های سخت دارد. سطح چسب کپتون بسیار صاف و مسطح است و بعد از کندن چسب از سطح هیچگونه اثری از خود برجای نمیگذارد. چسب کپتون بدلیل مزایایی که دارد،مصارف بسیار زیادی در صنعت دارد که به چند نمونه اشاره میکنیم:
1- استفاده در محدوده دمای بسیار بالا تا 400 درجه سانتیگراد
2- خواص چسبندگی خوب در سطوح دشوار
3- مقاومت بالا در برابر سوراخ شدن
4- اثر چسبناکی خیلی کم پس از کندن از سطوح
5- مقاومت بالا در برابر اثرات شیمیایی
6- انعطاف پذیری بسیار بالا
7- ضد خوردگیترفند جداسازی قطعه پرینت شده


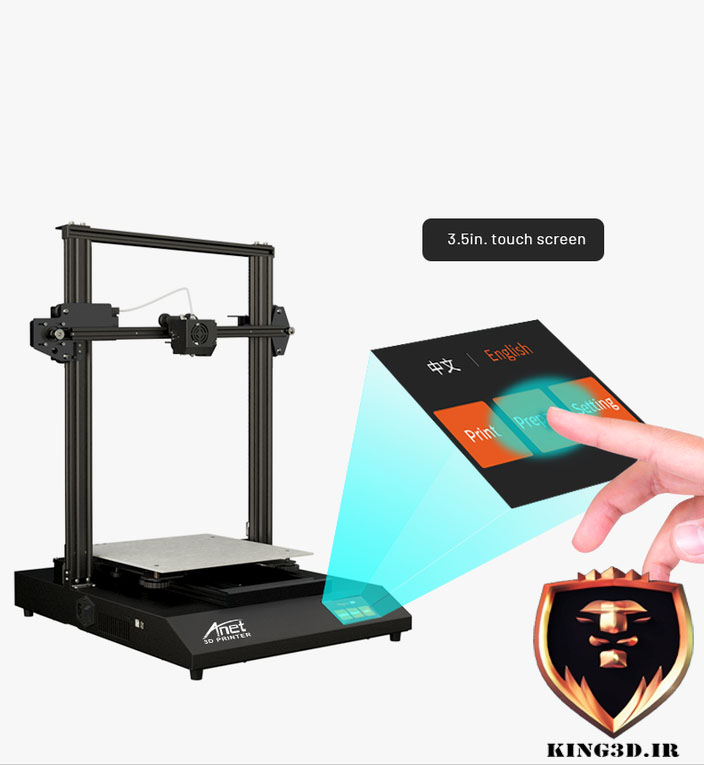

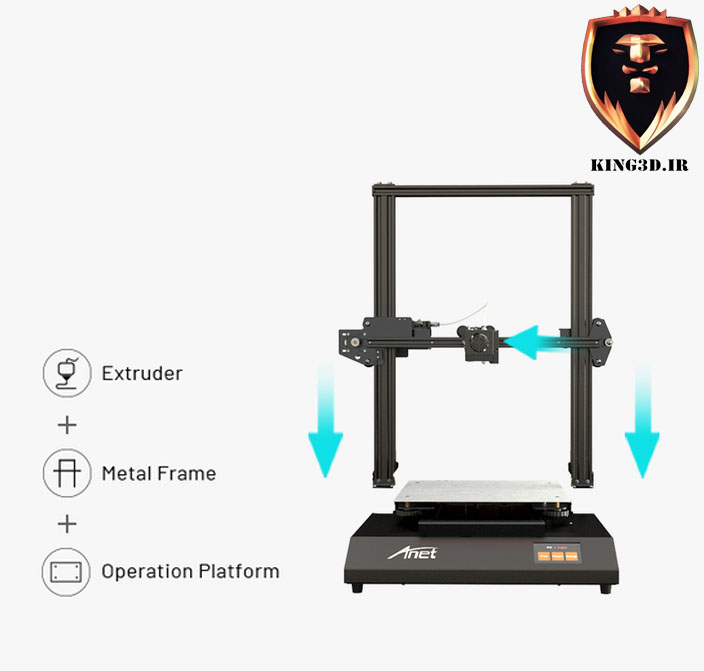
پرینتر سه بعدی ET5 PRO
520mm
تراز اتوماتیک
مادربرد پرقدرت و دقیق
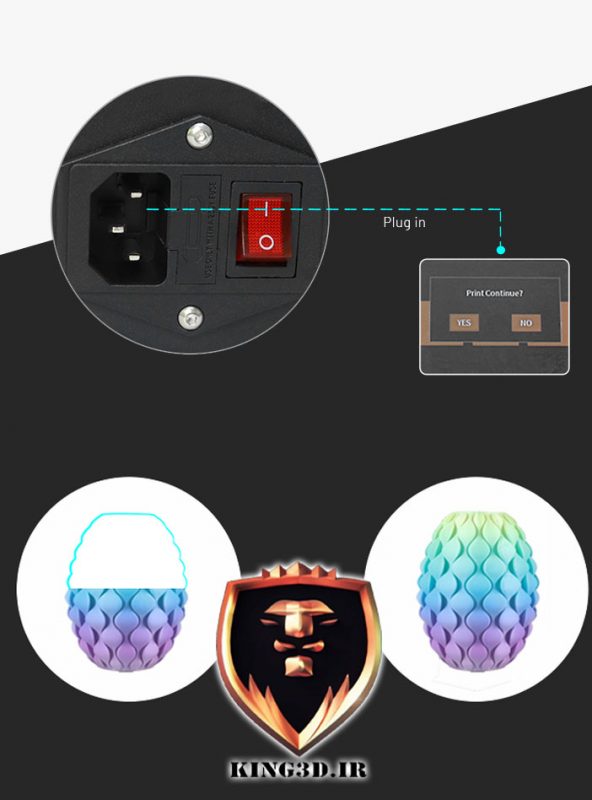
بازگشت به ادامه پرینت بعد از قطع برق
مونتاژ سریع دستگاه
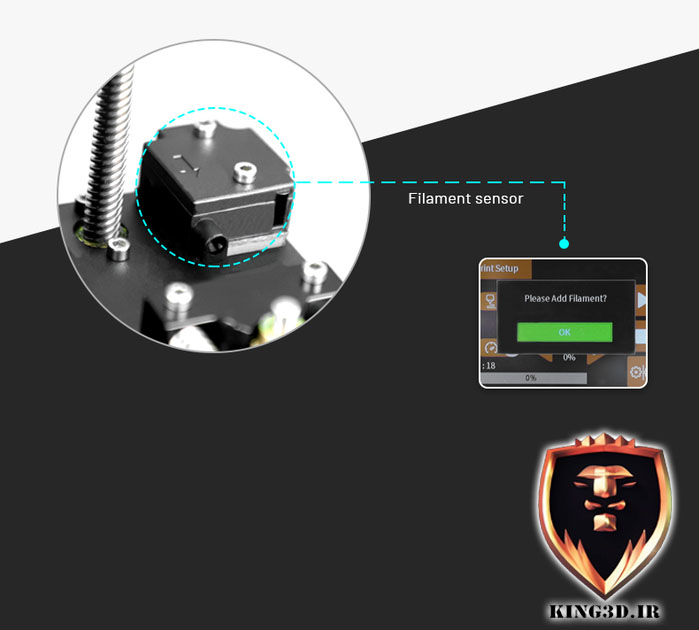
سنسور هشدار اتمام فیلامنت
این پرینتر بدلولینگ اتوماتیک را در ۲۵ نقطه از هیت بد انجام می دهد
سطح بد لولینگ این پرینتر نسبت به مدل قبلی خود تغییر یافته و سنسور القایی فوتوالکتریک در آن بکار رفته است که در نتیجه تراز سازی سطح را دقیق تر انجام می دهد
یک از معضلات پرینتر سه بعدی قطعی برق آن است، برخی از پرینترها مجهز به برق اضطراری هستند، و برخی دیگر مجهز به ادامه پرینت بعد از قطعی برق هستند، خوشبختانه پرینتر سه بعدی ET5 PRO مجهز به سیستم ادامه پرینت بعد از قطعی برق است، هیچ زمانی کار شما نصفه باقی نمیمونه.
بیرون دادن و داخل کشیدن فیلامنت فقط با یک کلیک ساده، قبل از پرینت راهی برای بررسی گرفتگی نازل است، داخل کشیدن فیلامنت یعنی بیرون آوردن فیلامنت بعد از اتمام پرینت برای خشک نشدن فیلامنت مورد استفاده قرار میگیرد
پرینتر سه بعدی ET5 PRO
اینچی لمسی با رابط کاربری راحت، دسترسی ها به دما ، سرعت، استپر موتورها،تراز کردن اتوماتیک و در نهایت به LOAD & Unload فیلامنت به شما ارائه میدهد.
مجهز به برد کنترلی شخصی سازی شده 32 بیتی گرید صنعتی ارتقاع یافته است، به همراه برد MCU STMF407 .
در پرینتر سه بعدی ET5 PRO از اکسترودر های bowden استفاده شده، یعنی وزن استپر موتور روی هات اند نیافتاده، پس دقت و کیفیت اکسترودر افرایش پیدا کرده، هات اند این دستگاه تمام آهنی است .
بدنه و فریم این دستگاه از الومینیوم فشرده و با کیفیت استفاده شده،که مونتاژ و کارکرد آن را بسیار سریع و دقیق و پایدار میکند.دیگه از لرزش حین پرینت خبری نیست….
کارکرد پایدار با دقت بالا
پرینتر سه بعدی ET5 PRO : محور Y با استفاده از یک استپر موتور قدرتمند و دقیق و استاده از دو تسمه پایداری و حرکت روانی به شما میدهد.
استفاده از دو محور Z لید اسکرو و پایه تثبیت کننده محورها، با لرزش در راستای z خداحافظی کنید.
پشتیبانی از پرینت انلاین (سیم متصل به کامپیوتر )
و افلاین به وسیله رم میکرو SD
استفاده از پاور قدرتمند و معروف mean well با مشخصات 30 آمپر و 12 ولت، خیال شما را برای همیشه از دیر گرم شدن هیت بد و نوسان دمای نازل راحت میکند.
محافظت از اضافه باری روی استپر موتور
محافظت از دمای بیش ار حد نازل
محافظت از دمای بیش ار حد هیت بد
LCD تاچ اسکرین
ابعاد ساخت نیمه صنعتی
اکسترودر پر قدرت
540mm
480mm
ابعاد پرینتر دستگاهای پرینتر سه بعدی ET5 PRO شرکت انت در دسته بندی نیمه صنعتی محسوب میشود و بیشتر نیازهای یک سازنده یا خدمات پرینت سه بعدی رو تامین میکند.
سفارش پرینت 3 بعدی تهران
0.4-0.1 میلیمتر متر | رزولشن چاپ | FDM | تکنولوژی ساخت |
250 درجه سانتیگراد | دمای نازل | 310*260*280 | سایز قابل چاپ |
410*590*590 میلیمتر | سایز بسته بندی دستگاه | 531*500*500 میلیمتر | سایز دستگاه |
PLA/ABS/TPU | فیلامنت | AC = 100-240 DC=24V | پاور برق |
26.5 کیلو گرم | وزن بسته بندی دستگاه | 20.5 کیلو گرم | وزن دستگاه |
USB / sd Card | انتقال فایل | چینی و انگلیسی | پشتیبانی از زبان های |
مانیتور 4.3 اینچی تمام رنگی لمسی | صفحه نمایش | 0.4 رایج | قطر نازل |
1 | تعداد نازل | Simplify3d.cura.repetier. | نرم افزار اسلایسر |
+- 0.1 میلیمتر | دقت پرینت | 100 درجه | دما هیت بد |
1.75 میلیمتر | قطر فیلامنت | STL.OBJ.AMF | فرمت قابل انتقال فایل |
چندین سال پیش ، هیاهوی پیرامون صنعت چاپ سه بعدی بسیار ضعیف به نظر می رسید. مفسران ورود فناوری جدیدی را اعلام کردند که قادر به انقلابی در صنایع در سراسر جهان است ، از پزشکی گرفته تا توسعه محصول تا تولید. با وجود جوان بودن این فناوری و تعداد نسبتاً کم موارد استفاده که در آن مرحله قابل استفاده بودند ، این امکانات غیرقابل انکار بود. در حالی که پرینت سه بعدی چند دهه است وجود دارد ، در سال های اخیر محبوبیت و کاربرد آن افزایش یافته است. برنامه های جدید پرینت سه بعدی به طور مداوم در حال توسعه هستند اما اخیراً محبوبیت برنامه های کاربردی که در زیر توضیح داده شده است افزایش یافته است.
بیشتر دلیل افزایش استفاده از پرینت سه بعدی این است که این یک فناوری ساده است که می تواند در برنامه ها در انواع زمینه ها مورد استفاده قرار گیرد. در سالهای اولیه پرینت سه بعدی هزینه ورود بالایی را به همراه داشت. مدل ها و مواد چاپگر سه بعدی گران بودند. در سال های اخیر ، با پیشرفت و تغییر در فن آوری های هر دو ماشین آلات و مواد استفاده شده در آنها ، هزینه ها کاهش یافته است ، و باعث می شود برنامه های پرینت سه بعدی در سراسر صنایع و آموزش در دسترس و مقرون به صرفه باشد.

هر روز مدارس بیشتری از روش های چاپ سه بعدی در برنامه های درسی خود استفاده می کنند. مزایای چاپ سه بعدی برای آموزش این است که با ایجاد امکان ساخت نمونه های اولیه و بدون نیاز به ابزار گران قیمت ، به دانش آموزان برای آینده خود بهتر آماده می شود. دانش آموزان با طراحی و تولید مدل هایی که می توانند واقعاً در اختیار داشته باشند ، در مورد برنامه های چاپ سه بعدی می آموزند. پرینت سه بعدی فاصله ایده ها و تصاویر موجود در یک صفحه را به صورت سه بعدی ایجاد می کند و امکان ایجاد آن ایده ها ، تصاویر را در جهان فیزیکی و قابل لمس برای افراد فراهم می کند.
دانشجویان با کاوش در اصول طراحی ، مهندسی و معماری ، در مورد انواع برنامه های پرینت سه بعدی اطلاعات می گیرند. آنها قادرند موارد موزه مانند فسیل و مصنوعات تاریخی را برای مطالعه در کلاس و بدون آسیب رساندن به مجموعه های ظریف ، کپی کنند. آنها قادر به دستیابی به دیدگاه جدید و سه بعدی در نقشه های توپوگرافی هستند.
و همینطور برای دانشجویان مکانیک و عمران طراحی هایی که در نرم افزار های طراحی مدلسازی می کنند را می توانند به صورت سه بعدی با کمک پرینتر سه بعدی تولید کنند و به راحتی طرح و ایده های خود را راحت تر ارائه کنند .
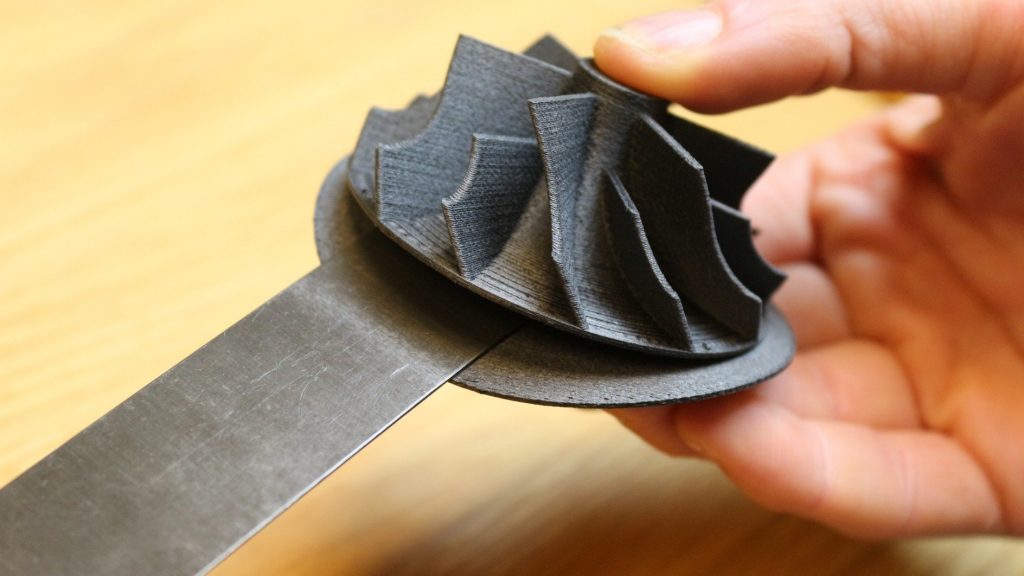
پرینت سه بعدی ابتدا به عنوان ابزاری برای نمونه سازی سریع تر ساخته شد. با تولید نمونه اولیه تزریق قالب ممکن است صدها هزار دلار هزینه شود و تولید یک قالب تنها هفته ها به طول می انجامد. اگر بخواهید با هر تکرار جدید طراحی را بهبود ببخشید ، بسیار غیر عملی است. فناوری پرینت سه بعدی زمان تولید مورد نیاز در ساخت سنتی را بسیار کاهش می دهد و اجازه می دهد نمونه اولیه آن در چند ساعت و نه هفته و با کسری از هزینه ساخته شود. صنایع اتومبیل سازی و هوا فضا فقط 2 صنفی هستند که با بهره گیری از پیشرفت فناوری های چاپ سه بعدی درگیر تولید هستند.

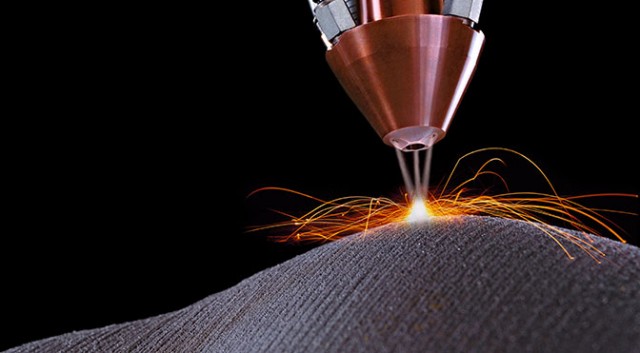
تولید سنتی در مقادیر زیاد مقرون به صرفه است. در شرایطی که کالایی به تولید انبوه نمی رسد ، چاپ سه بعدی (معروف به “تولید افزودنی” در محافل تولیدی) ایده آل است زیرا امکان تولید نسبتاً ارزان محصول در حجم بسیار کم یا به صورت موردی را فراهم می کند. مبنا در همین راستا ، پیشرفت در فناوری نمونه سازی سریع (RP) همچنین باعث توسعه مواد و فرآیندهایی مانند فیلتر لیزری گزینشی (SLS) و لیزر پخت مستقیم فلز (DMLS) مناسب برای ساخت نهایی شده است. نسخه یک محصول ، نه فقط نمونه اولیه آن. به این تولید سریع گفته می شود.
فناوری های پرینت سه بعدی چیزی را ایجاد کرده اند که “ابزار چابک و فرز” نامیده می شود. این جایی است که ابزارهای مورد استفاده در فرایندهای تولید مانند تشکیل آب ، مهر زنی و قالب گیری تزریقی با استفاده از مدولار طراحی می شوند ، نمونه سازی سریع و پاسخ به نیازهای ابزار و وسایل را امکان پذیر می کنند.
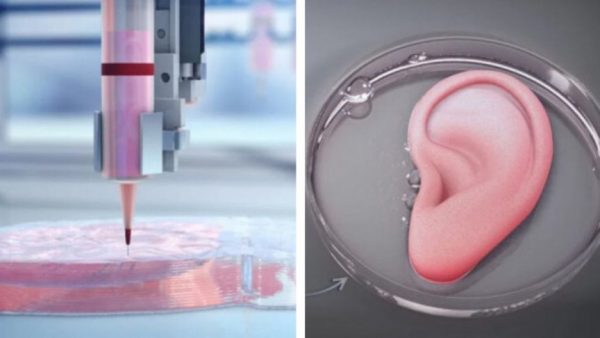
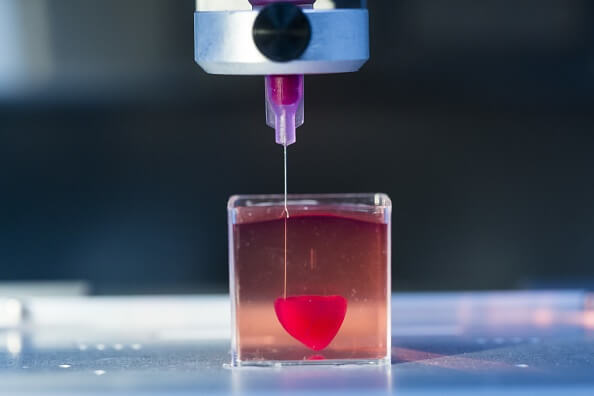
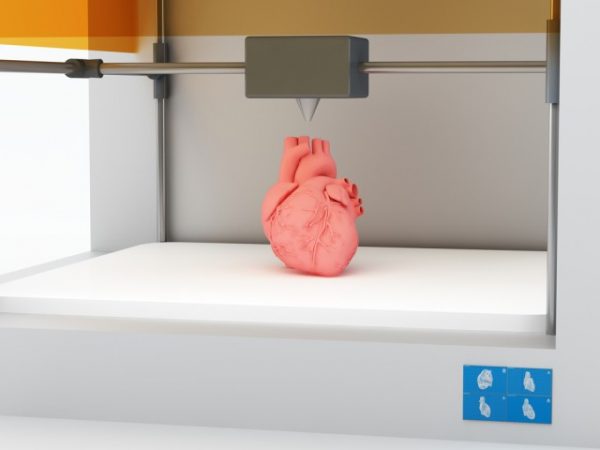

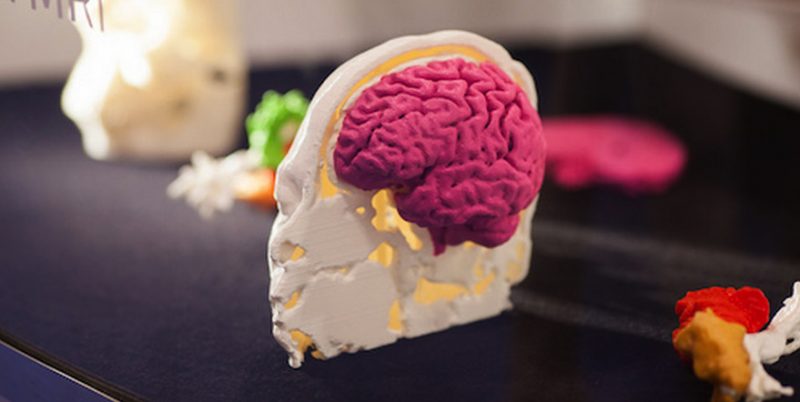
در چند سال گذشته بسیاری از برنامه های پرینت سه بعدی در جهان پزشکی وجود داشته است. آنها از چاپ زیستی ، جایی که مواد بیولوژیکی مانند سلول ها و فاکتورهای رشد با هم ترکیب می شوند و ساختارهایی شبیه بافت را تقلید از نمونه های طبیعی خود ایجاد می کنند تا دستگاه های پزشکی مانند پروتزهای مصنوعی.
پروتزهای پرینت سه بعدی همه کاره بودن چاپ سه بعدی را نشان می دهد. تولید پروتزهای متناسب با بیمار دشوار و گران است. با چاپ سه بعدی ، پروتزهای اندازه گیری شده را می توان با هزینه قابل توجهی کمتر مدل سازی و چاپ کرد. کودکانی که قبلاً به پروتز نیاز داشتند باید منتظر بمانند تا مطمئن شوند که از آن بزرگتر نمی شوند. اکنون ، هر چند ماه یک پروتز جدید می تواند برای آنها چاپ سه بعدی شود. در برخی از کشورهای جهان سوم ، پروتز حتی یک گزینه نیست ، آنها اکنون می توانند از نسخه های چاپ سه بعدی استفاده کنند.

از برنامه های چاپ سه بعدی در پزشکی برای تولید کاشت های ارتوپدی فلزی نیز استفاده می شود. به دلیل قابلیت چاپ سه بعدی در ایجاد سطوح متخلخل ، این نوع کاشت ها با استخوان های طبیعی خود بیمار راحت تر ادغام می شوند و به آنها امکان رشد در کاشت را می دهند. موارد موفقیت آمیزی وجود دارد که بیمار کاشت لگن تیتانیوم را انجام می دهد و دیگری به آرواره تحتانی تیتانیوم جدید مبتلا می شود. یک بیمار موتورسوار که در یک حادثه جاده ای صورت وی به شدت آسیب دیده بود ، با قطعات چاپ سه بعدی بازسازی شد.
از برنامه های چاپ سه بعدی در پزشکی برای تولید کاشت های ارتوپدی فلزی نیز استفاده می شود. به دلیل قابلیت چاپ سه بعدی در ایجاد سطوح متخلخل ، این نوع کاشت ها با استخوان های طبیعی خود بیمار راحت تر ادغام می شوند و به آنها امکان رشد در کاشت را می دهند. موارد موفقیت آمیزی وجود دارد که بیمار کاشت لگن تیتانیوم را انجام می دهد و دیگری به آرواره تحتانی تیتانیوم جدید مبتلا می شود. یک بیمار موتورسوار که در یک حادثه جاده ای صورت وی به شدت آسیب دیده بود ، با قطعات چاپ سه بعدی بازسازی شد.
چاپ زیستی امکان پرینت سه بعدی اندام های مصنوعی را فراهم می کند و به حل سریع مشکلات نارسایی اعضای بدن در بیماران کمک می کند ، که هم برای بیمار و خانواده اش و هم برای سیستم های بهداشتی مهم است.

بافت های چاپ شده سه بعدی برای آزمایش دارویی به عنوان ابزاری مقرون به صرفه و اخلاقی برای کمک به شناسایی عوارض جانبی داروها و تأیید دوزهای ایمن ایجاد شده است.
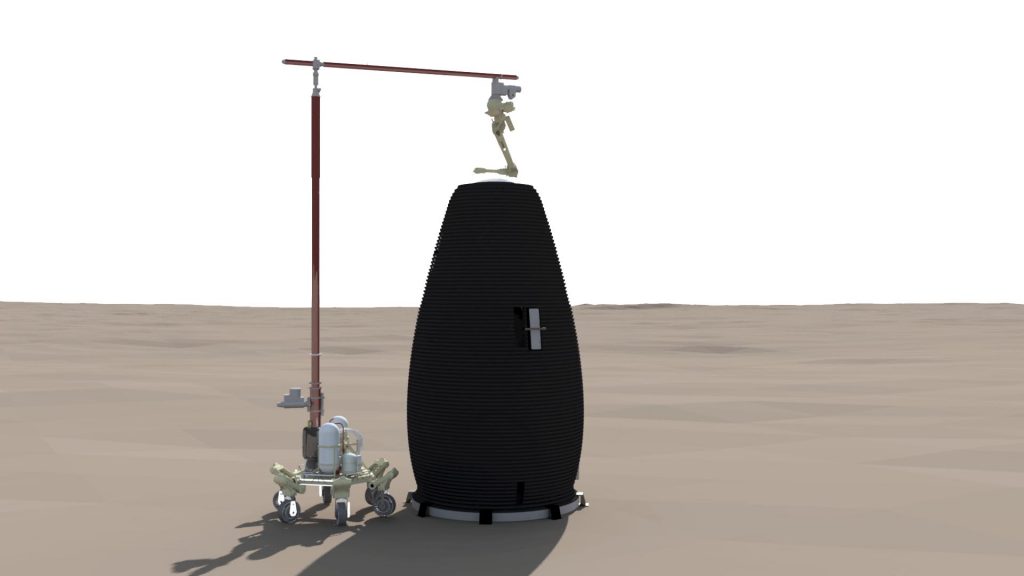
چاپ سه بعدی ساختمانی فناوری های مختلفی را ارائه می دهد که از چاپ سه بعدی به عنوان اصلی ترین روش ساخت ساختمانها یا اجزای ساختمانی استفاده می کند. کاربردهای چاپ سه بعدی که در ساخت و ساز مورد استفاده قرار می گیرد شامل اکستروژن (بتن یا سیمان ، موم ، کف و پلیمرها) ، اتصال پودر (پیوند پلیمری ، پیوند واکنشی ، پخت) و جوشکاری افزودنی است. چاپ سه بعدی در ساخت و ساز کاربردهای گسترده ای در بخشهای خصوصی ، تجاری ، صنعتی و دولتی دارد. از مزایای این فن آوری ها می توان به اجازه پیچیدگی و دقت بیشتر ، ساخت سریعتر ، هزینه کار کمتر ، یکپارچه سازی عملکردی بیشتر و اتلاف کمتر اشاره کرد.

چاپ سه بعدی بتن از دهه 1990 در حال توسعه است ، به عنوان روشی سریعتر و کم هزینه در ساخت ساختمانها و سایر سازه ها. چاپگرهای سه بعدی در مقیاس بزرگ که به طور خاص برای چاپ بتن طراحی شده اند ، می توانند پایه ها را ریخته و دیوارها را در محل ایجاد کنند. آنها همچنین می توانند برای چاپ بخشهای بتونی مدولار که بعداً در محل کار جمع می شوند ، استفاده شوند.
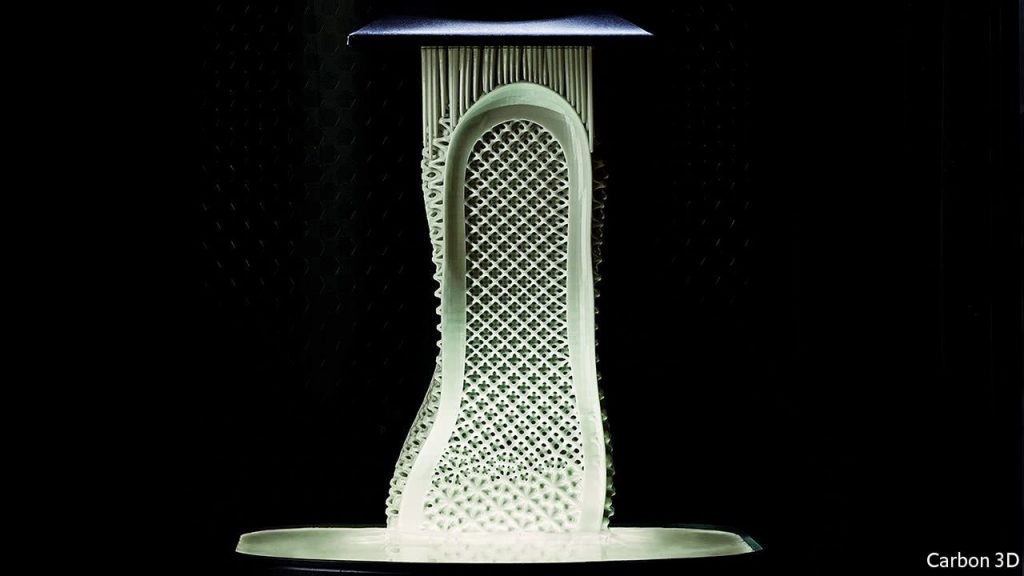
در سال 2016 ، اولین پل عابر پیاده در Alcobendas ، مادرید ، اسپانیا به صورت سه بعدی چاپ شد. در بتن میکرو آرمه به طول 12 مترو عرض 1.75 متر چاپ شده است. این پل پیچیدگی های موجود در اشکال طبیعت را به تصویر می کشد و با استفاده از پارامتری (با استفاده از مجموعه ای از قوانین ، مقادیر و روابطی که طراحی را هدایت می کنند) و همچنین طراحی محاسباتی توسعه یافته است ، ضمن توزیع بهینه مواد در حین به حداکثر رساندن عملکرد ساختاری ، امکان توزیع بهینه را فراهم می کند.
این یک نقطه عطف در صنعت ساخت و ساز بین المللی بود ، به عنوان اولین کاربرد وسیع فناوری چاپ سه بعدی در زمینه مهندسی عمران در یک فضای عمومی.

از چاپ سه بعدی برای تولید مدل های مقیاس معماری ، چرخش سریعتر مدل مقیاس و افزایش سرعت و پیچیدگی کلی اشیا produced تولید شده ، استفاده می شود.
به عنوان یک مفهوم آینده نگر ، چاپ سه بعدی به عنوان یک فناوری برای ساخت زیستگاه های فرازمینی ، مانند زیستگاه های روی ماه یا مریخ ، در حال مطالعه است. پیشنهاد شده است ، با استفاده از فن آوری چاپگر سه بعدی ساخت و ساز ساختمان ، ساخت سازه های ساختمان قمری با زیستگاه های تورم محصور برای اسکان سرنشینان انسان در داخل سازه های ماه سخت. این زیستگاه ها برای حمل از زمین با استفاده از مواد خام محلی قمری برای 90 درصد دیگر سازه ها فقط به ده درصد از ساختار نیاز دارند.
یک کاربرد غیر منتظره از فناوری چاپ سه بعدی در دنیای هنر و ساخت جواهرات بوده است.
چاپگرهای سه بعدی به سازندگان جواهرات اجازه می دهند تا طرح هایی را که با روش های سنتی ساخت جواهرات امکان پذیر نیست ، تجربه کنند. چاپ سه بعدی همچنین با استفاده از مواد چاپ سه بعدی مانند PLA (رشته اسید پلی لاکتیک) ، طلا یا پلاتین امکان تولید جواهرات منفرد ، منحصر به فرد یا قطعات سفارشی را با هزینه بسیار کمتری فراهم می کند.
فناوری چاپ سه بعدی به الهام بخشیدن به هنرمندان در سراسر جهان کمک کرده است. به خصوص با چاپ سه بعدی فلزی ، اکنون هنرمندان قطعات پیچیده زیبایی را خلق می کنند.

فقط چند نمونه از فن آوری چاپ سه بعدی در هنر شامل بانكسی ، هنرمند مرموز و معروف خیابانی انگلیس است كه آثار وی با استفاده از چاپ سه بعدی اتصال پودری از دو بعدی به سه بعدی ارائه شده است.
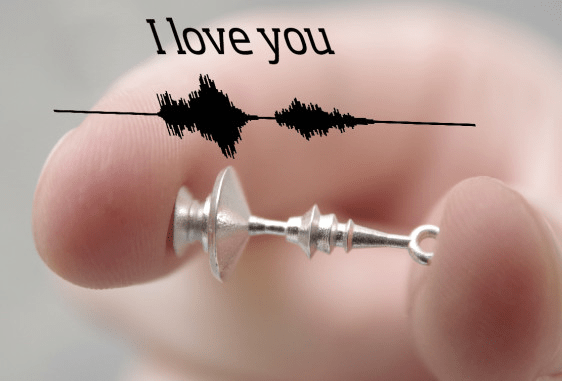
هنرمند هلندی ، الیور ون هرپت ، گلدان های سرامیکی را با چاپ سه بعدی خلق می کند. دنی ون رایشویک از هلند مجسمه های چاپ سه بعدی وهم انگیزی را خلق می کند که یادآور شخصیت های تیم برتون فیلمساز است. هنرمند دیجیتالی Gilles Azzaro حتی با ایجاد تصاویر سه بعدی از صداها با استفاده از امواج صوتی از صداها ، مرئی سازی می کند.
اخیراً ، موزه پرادو نمایشگاهی از نقاشی های هنرمندان مشهور را که به صورت سه بعدی ارائه شده اند ، ترتیب داد. هدف این بود که به افراد کم بینا اجازه دهند این کارها را که قبلاً برای آنها غیرقابل دسترسی بود ، احساس کنند.
پرینتر سه بعدی را به درستی کالیبره کرده اید و روند عادی چاپ سه بعدی را انجام داده اید ، اما به دلایلی نازل شما در حال ضربه زدن یا کشیدن به داخل قطعات در حال پرینت یا خراشیدن و فرو رفتن در سطح هیت بد باشد، حتی هنگامی که چاپ چند ساعته انجام شود ، حتی بدتر است.برخورد نازل با هیت بد
بهترین راه برای رفع نازل در برخورد با چاپ یا تخت ، بالا بردن اندک نازل در راستای Z در کنار پرینتر سه بعدی است. این همان چیزی است که به پرینتر سه بعدی شما می گوید تا این حد از حرکت پایین متوقف شود.
همچنین می توانید از تنظیمات Z در تنظیمات اسلایسر خود استفاده کنید تا سطح بالاتری از سطح را در نظر بگیرید. اما برای اطمینان از جلوگیری از این مشکل در آینده ، اطلاعات مهم تری نیز برای درک وجود دارد.
برای آگاهی از موارد خاص مانند تنظیمات پرینتر ، نحوه تنظیم محور X و … تا انتهای این مقاله همراه ما باشید .
چند دلیل وجود دارد که ما می توانیم درگیر برخورد نازل به قطعه یا هیت بد (Heat Bed) شویم که چرا اکسترودر شما به طور تصادفی مدل های شما را از بین می برد.برخورد نازل با هیت بد
چسبندگی ضعیف لایه ها
چگونه چسبندگی لایه ضعیف را برطرف کنیم.
هنگامی که در پرینت قطعات سه بعدی خود چسبندگی ضعیفی در لایه احساس می کنید ، قطعاً ممکن است با مشکل از بین رفتن چاپ خود در طی مراحل مواجه شوید.
دلیل این امر را می توان فهمید که اگر هر لایه به درستی اکسترود نشود ، می تواند روی لایه فوقانی تأثیر بگذارد.
پس از چند لایه ضعیف ، ما می توانیم مواد را در مکان های اشتباه نازل حرکت کند ، تا جایی که مسیر اکسترودر شما مانع شود.
کمی تماس با سر چاپ و نازل در این حالت به احتمال زیاد چاپ سه بعدی شما را از بین خواهد برد ، صرف نظر از اینکه زمان زیادی رو برای پرینت هدر داده باشید.برخورد نازل با هیت بد
در اینجا راه حل این است که اطمینان حاصل کنید از سرعت ، دما ، سرعت و تنظیمات حرکت صحیح برخوردار هستید تا بتوانید از روند صاف چاپ اطمینان حاصل کنید.
تشخیص این مقادیر ممکن است به آزمایش و خطا نیاز داشته باشد ، اما پس از انجام این کار ، چسبندگی ضعیف لایه باید جلوی آسیب پرینت شما را بگیرد تا از بین برود.
فن های موجود در پرینتر سه بعدی شما نیز بسته به اینکه از چه ماده ای استفاده می کنید ، می توانند در این امر سهیم باشند.
بعضی از مواد مانند PETG با فن خیلی خوب کار نمی کنند ، اما ما قطعاً استفاده از فن مناسب برای PLA را توصیه می کنیم ، خصوصاً با سرعت بالا.
پرینت قطعات روی هیت بد (Heat Bed) که دارای تاب خوردگی باشد
اکستروژن بیش از حد (Over-Extrusion)
یک سطح هیت بد (Heat bed) پیچ خورده به دلایل زیادی هرگز کاری مناسبی برای پرینت قطعات نیست ، وقتی به یک هیت بد پرینت تاب خورده فکر می کنید
به این معنی است که سطح هیت بد ناهموار است بنابراین حرکت نازل از یک طرف به طرف دیگر باعث می شود که تخت چاپ در مکان های پایین و بالاتر باشد.
هیت بد پرینتر سه بعدی شما ممکن است وقتی خنک باشد نسبتاً صاف باشد ، اما بعد از گرم شدن می تواند حتی بیشتر تاب بخورد که می تواند منجر به برخورد نازل شما به مدل هایتان شود.برخورد نازل با هیت بد
اگر پرینتر سه بعدی شما از اکستروژن بیش از حد رنج می برد ، به این معنی است که برخی از لایه ها کمی بالاتر از حد مجاز ساخته شده اند.
این مقدار افزایش یافته فیلامنت اکسترود شده روی یک مدل می تواند به قدری زیاد باشد که نازل شما به آن ضربه بزند. اکستروژن بیش از حد نیز می تواند این اتفاق را بیاورد زیرا مواد اضافی اکسترود شده می توانند مسیر اکستروژن را مسدود کرده و باعث ایجاد فشار شده و باعث جهش مراحل X و Y شوند.
دلایل مختلفی برای اکستروژن بیش از حد وجود دارد ، به این معنی که حل این مشکل می تواند یک چالش باشد .
اکستروژن کم (Extruder Too Low)
کالیبراسیون اشتباه محور X
سطح اکسترودر شما نباید خیلی پایین باشد ، که اگر مونتاژ دقیق نباشد ممکن است ادستگاه دچار نشتی فیلامنت شود، این مورد وجود دارد. غیر معمول نیست که پرینتر سه بعدی خود را به سرعت مونتاژ کنید و درنهایت چیزهایی را که قرار است قرار ندهید.برخورد نازل با هیت بد
اگر اکسترودر شما خیلی کم است ، باید اکسترودر خود را جدا کنید ، سپس آن را به درستی بررسی کنید. مورد در اینجا این است که اکسترودر ممکن است به طور ایمن در داخل نحوه قرارگیری آن قرار نگیرد.
این یک مسئله معمول نیست ، محور X به طور ناصحیح پس از یک ارتفاع Z مشخص ، باعث شروع چاپ روی قطعه چاپ شده را از بین می برد. مشاهده چنین چیزی بسیار دشوار خواهد بود ، به ویژه اینکه این اتفاق تاکنون در چاپ رخ نداده باشد.
در حل این مسئله می توان روش ساده برای کالیبراسیون محور X این است که مهره های چرخدنده ها را محکم کنید.
بسیاری از مسائل مربوط به چاپ در واقع توسط اکسترودر ایجاد می شود نه همه این عوامل دیگری که با آنها روبرو هستید.
توانایی تنظیمات و کالیبراسیون اکسترودر برای تأثیر منفی بر پرینت آسان و کاربردی است.برخورد نازل با هیت بد

این موضوع کاملا به قطر نازل و ارتفاع لایه شما بستگی دارد ، اما به طور کلی ، نازل چاپگر شما باید حدود 0.2 میلی متر از هیت بد پرینتر فاصله داشته باشدتا برخورد نازل به قطعه یا هیت بد (Heat Bed) اتفاق نیوفتد .
متداول ترین روش برای تعیین فاصله بین نازل و تخت استفاده از یک تکه کاغذ یا کارت نازک بین نازل و صفحه هیت بد است.
نباید روی نازل و قطعه کاغذ بیش از حد محکم باشد ، زیرا ممکن است له شود و در واقع کمتر از نیاز شما باشد. امکان تکان دادن کاغذ یا کارت به راحتی باید وجود داشته باشد. کاری که این کار انجام می دهد این است که فضای کافی برای نازل شما فراهم می کند تا مواد را بر روی هیت بد خارج کند و در واقع تماس کافی برای چسبندگی مناسب بستر را ایجاد کند ، و یک لایه اولیه کامل ایجاد می کند.
فاصله نازل از هیت بد برای کیفیت سطح لایه اول قطعه در حال پرینت بسیار مهم است که می توانید به مقاله کیفیت سطح پرینت مراجعه کنیدو اطلاعات کامل و کاربردی در این باره بخوانید .برخورد نازل با هیت بد
یکی از ناامیدکننده ترین موارد در پرینت سه بعدی ، تجربه شکسته شدن فیلامنت در اکسترودر پرینت سه بعدی و عدم امکان خارج کردن آن است. به همین دلیل است که امروز این مقاله را برای کمک به شما در حل این مشکل و یادگیری نحوه حذف فیلامنت شکسته از پرینتر سه بعدی خود نوشتم.
بهترین راه برای شکسته شدن فیلامنت در اکسترودر ، برداشتن لوله PTFE و بیرون کشیدن رشته به صورت دستی است. از بین بردن این امر باید آسان باشد زیرا رشته هنوز از طریق لوله Bowden متصل است ، اما در غیر این صورت ، باید در اکسترودر شل باشد ، که با استفاده از موچین یا دم باریک یا هر وسیله دیگر که قابل جدا شدن است می توان استفاده کرد.

برخی از دلایل اصلی که باعث شکسته شدن فیلامنت در اکسترودر و لوله می شود در زیر توضیح داده شده است. دانستن دلایل به شما کمک می کند تا از بروز این مشکل جلوگیری کنید.
قرقره فیلامنت باید مستقیماً فشار مستقیم زیادی را تحمل کند زیرا مدت زمان زیادی در اطراف حلقه پیچ خورده است. بیشتر فیلامنت در حین پرینت سه بعدی شکسته می شود که در قرقره قرار می گیرد یا دارای انعطاف پذیری کم است به همین دلیل تحت استرس شدید می تواند تحت تأثیر قرار گیرد. قسمت هایی از فیلامنت ها که به صورت صاف نگه داشته می شوند ، شکنندگی بیشتری دارند.
فیلامنت ها معمولاً رطوبت را جذب می کنند ، به همین دلیل طبق تجربه توصیه می شود فیلامنت را در محلی نگه دارید که بتوان میزان جذب رطوبت را کاهش داد.
بسیاری از کاربران پرینتر سه بعدی با قرار دادن آن در کیسه پلاستیکی بزرگی که دارای دریچه ای برای بیرون کشیدن هوا است ، از شکستن رشته خود جلوگیری می کنند.
این یک مورد عالی است زیرا احتمال شکستن فیلامنت در زیر دنده اکسترودر را کاهش می دهد. البته لازم به ذکر است یکی از دلایلی که باعث افزایش احتمال شکستگی و جذب رطوبت می شود نگهداری و انبار کردن فیلامنت در شرایط نامناسب می باشد.
مارک های فیلامنت های زیادی در بازار موجود است ، بسته به روند ساخت برخی از آنها انعطاف پذیری بیشتری نسبت به دیگران دارند.
فیلامنت های جدید و تازه میزان کشش بالایی را نشان می دهد که به آنها اجازه می دهد راحت تر خم شوند اما با گذشت زمان مستعد شکستگی می شوند.
با نگاهی به کیفیت چاپ بزرگ ، فیلامنت های بی کیفیت که از تولید یکنواخت مراقبت نمی کنند ، احتمالاً مشکل شکستن را دارند.


بسته به شرایطی که فیلامنت شکسته است ، Bowden را فقط از سر پرینت یا در هر دو طرف جدا کنید. سپس نازل را تا دمای 200 درجه گرم کرده و فیلامنت را بیرون بیاورید. این تمام کاری است که باید انجام دهید، نیازی به انجام کارهای بیشتر نیست.
ابتدا باید گیره ها را از هر دو انتها از لوله Bowden بردارید ، سپس می توانید به صورت دستی فیلامنت را فشار دهید یا بیرون بکشید تا محکم نگه داشته شود ، سپس آن را بردارید.
بسته به عمق فیلامنت، ممکن است لازم باشد کارهای بیشتری انجام دهید.
شما می توانید فیلامنت را با استفاده از هر ابزاری مانند قطعه دیگری از فیلامنت یا سیم نازک و یا مفتول به صورت دستی بردارید. طول ابزار باید 5 تا 6 سانتی متر و نازک در حدود 1 تا 1.5 میلی متر باشد. اکنون:
ابزاری را که انتخاب کرده اید از قسمت فوقانی اکسترودر عبور داده و آن را از طریق اکسترودر بالای فیلامنت شکسته فشار دهید.
فشار دادن ابزار را ادامه دهید تا زمانی که ببینید همه فیلامنت شکسته خارج شده و نازل کاملاً تمیز شده است.
اگر فیلامنت در محلی که فیلامنت را نمی توان با استفاده از سیم جدا کرد شکسته است ، باید:
امیدوارم این مقاله براتان مفید واقع شده باشد و در مواجه با این مشکل کمکتان کند ، با ما در ادامه مقالات و بررسی مشکلات دیگر پرینتر سه بعدی همراهی کنید .






