سنسور BL touch بهتر است یا CR ؟
هر سازنده پرینتری باید بداند که :
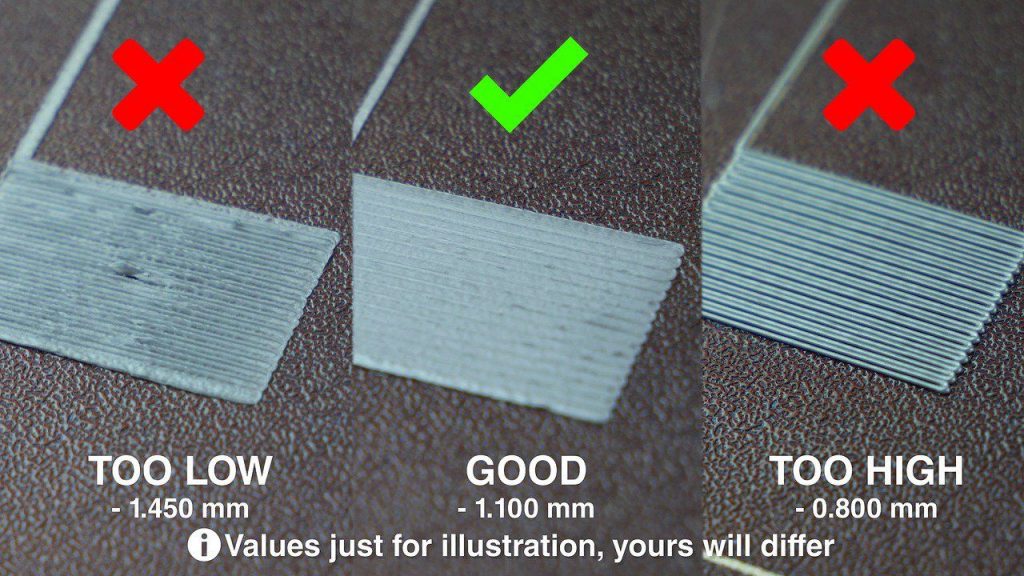
سنسور BL touch بهتر است یا CR. زیرا انتخاب هر کدام باعث میشود تا میزان دقت در تولید محصول تغییر پیدا کند. اگر اطلاعات کافی نسبت به هر کدام داشته باشید بهتر می توانید متناسب با محصولات خود، گزینه مناسب را انتخاب نمایید. بیشتر چاپگرهای سه بعدی به طور دستی تنظیم می شوند تا محصول بر روی صفحه تخت چاپگر ساخته میشود
صاف بودن صفحه تخته چاپگر توسط سنسورهای ABL انجام میگیرد. البته این تسطیح در چاپگر های سه بعدی به طور خودکار انجام می شوند لذا این دستگاه ها محبوبیت زیادی دارند. سنسور ABL به دو دسته ی CR و BL touch تقسیم می شود. هر کسب و کار میتواند سنسور متناسب با استفاده خود را بیابد و محصولات دقیقی را تولید کند. آیا جزئیات مربوط به سنسورها را می دانید تا بتوانید بهترین گزینه برای چاپگر تان را بیابید؟
چرا اهمیت دارد که بدانیم سنسور BL touch بهتر است یا CR؟
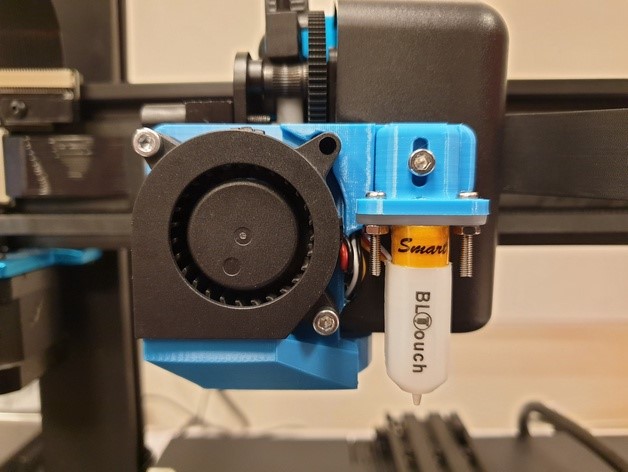
اهمیت دانستن اینکه سنسور BL touch بهتر است یا CR در چاپ صحیح و کامل محصول و عمر مفید دستگاه چاپگر مشخص می شود. لذا اگر سنسور بهتری انتخاب کنید، هم سودآوری بیشتری خواهید داشت و هم آسیب کمتری را متوجه دستگاه خواهید کرد. شرکت Antclabs با بهبود دادن سنسورهای BL touch مدعی پولسازی با این نوع سنسورها شده است. سنسور BL touch به دلیل سازگاری بیشتر با انواع دستگاه های چاپگر بسیار پرطرفدار است. همچنین بیشتر برندهای مختلف از این نوع سنسور استفاده می کنند. این سنسور به هد دستگاه چاپگر متصل شده و فاصله ها را میان لایه های مختلف با نور تابنده به ماده اولیه تنظیم میکند. اندازه گیری فاصله سطح ماده اولیه با نازل سازنده توسط این سنسور ها تنظیم می شود. لذا هرگونه اشتباه در تنظیم فاصله ها هزینه های سنگینی را برای کسب و کار به وجود میآورد. بر همین اساس دانستن اینکه کدام سنسور می تواند بهتر نیازهای شما را پاسخ دهد اهمیت زیادی دارد.
آیا مدعی هستید که سنسور BL touch بهتر است یا CR؟
ورود حسگر CR به بازار باعث شد بحث مهمی به نام سنسور BL touch بهتر است یا CR به وجود آید. حسگر های نوع BL touch توسط یک پروب جمع شونده تنظیم سطح (تسطیح) را برای محصول انجام می دهند. اما شرکت Creality باعث شد تفاوت زیادی در تسطیح انجام گیرد. این بِرند اقتصادی باعث شد چاپگرهای سه بعدی با حسگر CR Touch تحولی به وجود آورند. این تحول شامل مکانیزم اصلی فعالیت آنها نمی شود زیرا هر دو سنسور از سیستم پروب پیروی می کنند. این تحول در ایجاد سیستم نوری است که برای تنظیم سطح به وجود آمده است. این قابلیت در حسگر نوع CR وجود دارد ولی در حسگر نوع BL touch وجود ندارد. احتمالاً این سوال در ذهن شما به وجود آمده است که: اگر هر دو سنسور از یک سیستم پیروی می کنند پس تفاوتشان در چیست؟ به طور کلی تفاوت هایی از جهت هایی مانند: سخت افزاری، سازگاری با پرینترها و توصیه هایی برای نصب آنها وجود دارند.
به لحاظ سخت افزاری آیا سنسور BL touch بهتر است یا CR؟
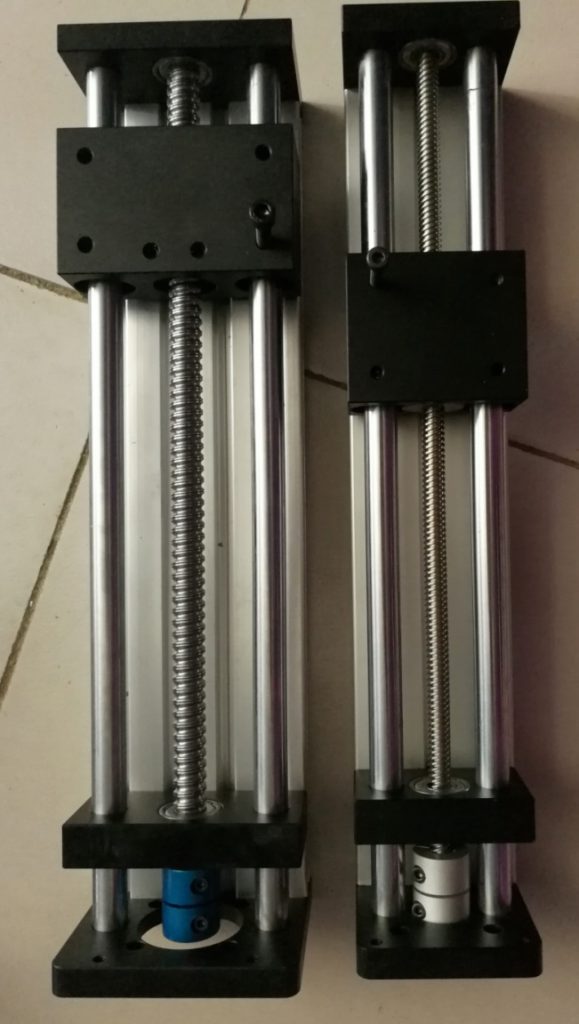
اولین تفاوتی که باعث میشود بدانیم سنسور BL touch بهتر است یا CR مربوط به سخت افزار سنسور می شود. طول بدنه ی سنسور CR به اندازه ۶ میلی متر است که باعث میشود ۲ میلیمتر بیشتر از سنسور BL touch بشود. تاثیر اندازه بیشتر CR در عملکرد نیست بلکه در محل نصب در پرینتر می باشد. یعنی سنسور BL touch باید نزدیکتر به نازل و روی هد چاپ قرار بگیرد. در صورتی که سنسور CR فضای بیشتری را برای گردش نازل چاپ قرار داده است. دومین نکته ای که در مورد سخت افزار این سنسورها وجود دارد، طول عمر بیشتر سنسور CR نسبت به سنسور BL touch است. این افزایش عمر به خاطر جنس بدنه ی متفاوت این سنسور هاست. جنس بدنه سنسور BL touch پلاستیکی و جنس بدنه سنسور CR فلزی است. به همین خاطر در تکان خوردن های گسترده ی این سنسور ها، نوع CR می تواند از شکستگی در امان بماند.
تفاوت سنسور های BL touch و CR touch از لحاظ سازگاری با چاپگر و نتایج چاپ
سازگاری با سخت افزار و سیستم عامل، عوامل دیگری هستند که باعث میشوند بدانیم سنسور BL touch بهتر است یا CR. دکتر ایگور گاسپار در کانال یوتیوب خود با نام My Tech Fun مقایسه ای را بین این دو سنسور انجام داد. نتایج فعالیت هر دو سنسور بسیار دقیق و مشابه یکدیگر بود و تمایز چشمگیری نداشتند. طبق آزمایش او فقط سنسور CR Touch به علت نوری بودن حسگرش نتیجه بهتری نسبت به سنسور BL touch داشت. نکتهای که در مورد سازگاری سنسورهای نوع BL touch وجود دارد این است که بر روی دستگاه چاپگر که دارای دو پایه برای پیچ هستند، نصب میشوند. البته می توانید پایه های دو پیچی را بر روی دستگاه های چاپگری که این پایه ها را ندارند نصب کنید. پایه های مربوط به سنسور BL شامل دو پایه است که یکی به عنوان پایه اصلی و دیگری برای چاپگر Ender 3 V2 مناسب است. همچنین پایه اول با پرینترهای نوع: Creality مانند Ender 3، Ender 5 و CR-10 مطابقت دارد.
نوع سیستم عامل و نصب سنسورهای BL touch و CR Touch
سنسور BL touch به علت محبوبیت در بازار به طور خودکار با نرم افزارهای Marlin، Klipper و Repetier همخوانی دارد. این در حالیست که پورت های مربوط به سنسورهای BL touch و CR Touch یکسان هستند. بر همین اساس در این قسمت برای نصب آنها بر روی مادربرد هیچ مشکلی ندارید. اما در قسمت سیستم عامل طبق گفته کاربرانی که از این سنسورها استفاده کردند می توانید از میان افزارهای مشترک استفاده کنید. بر همین اساس پیشنهاد ما نیز استفاده از نرم افزارهایی است که به طور مشترک از هر دو سنسور پشتیبانی می کنند. بعضی از نرم افزارها مانند Marlin نمیتوانند دسترسی های یکسانی برای هر دو سنسور ایجاد نمایند. لذا همیشه پس از نصب به قسمت سختافزاری (مادربرد) و نرمافزاری سنسورها دقت نمایید.
در نهایت کدام یک از سنسورهای BL touch و CR Touch بهتر است؟
در نهایت برای اینکه بدانیم سنسور BL touch بهتر است یا CR باید به دستگاه چاپگر خود مراجعه کنید. یعنی کسانی که از چاپگر سه بعدی Creality استفاده می کنند بهتر است سنسور CR را انتخاب کنند. اما کسانی که از مدل هایی غیر از Creality استفاده می کنند میتوانند سنسور BL touch را انتخاب نمایند. همچنین قیمت سنسور CR 46 دلار است که نسبت به قیمت 38 دلاری سنسور BL بیشتر می باشد.