علل لکه سفید در پرینت رزین
علل بوجود آمدن ذره ها و لکه های سفید در پرینت رزین چیست و چگونه این مشکل را برطرف کنم؟
تمیز کردن پرینت رزین خود در دو ظرف مجزا از محلول تمیزکننده به کاهش باقی مانده های سفید و علائم روی مدل های شما کمک می کند. از یک پاک کننده اولتراسونیک یا یک مسواک استفاده کنید تا قبل از خشک کردن مدل، مدل خود را کاملا تمیز کنید. قبل از اینکه پرینت رزین خود را خشک کنید، مطمئن شوید که کاملاً خشک شده است.
برای جزئیات بیشتر به خواندن ادامه دهید تا کارها را بسیار ساده تر کند و تجربه چاپ رزین شما را بهبود بخشد.
چرا پرینت های سه بعدی رزین دارای پسماند سفید روی آنهاست؟
پرینتهای سهبعدی رزین پس از تمیز شدن در محلول مایعی که دارای ذرات نازک رزین کمی سخت شده است، باقیمانده سفید روی آنها میگیرند. دلیل دیگر میتواند از پرینت یک مدل رزینی باشد که کاملاً خشک نشده و هنوز هم ایزوپروپیل الکل روی سطح دارد. شما باید چاپ های رزین خود را قبل از خشک کردن آنها خشک کنید.
اگر از ایزوپروپیل الکل (IPA) استفاده می کنید، معمولاً تمایل دارد تمام آن رزین مایع چسبیده به قطعه را جمع کند و در ته ظرف شما می ماند. وقتی نوبت به شستن، چرخاندن و فرو بردن پرینت های خود در IPA می رسد، باقیمانده ها به راحتی می توانند روی قطعه های پرینت شده رزین جمع شوند.
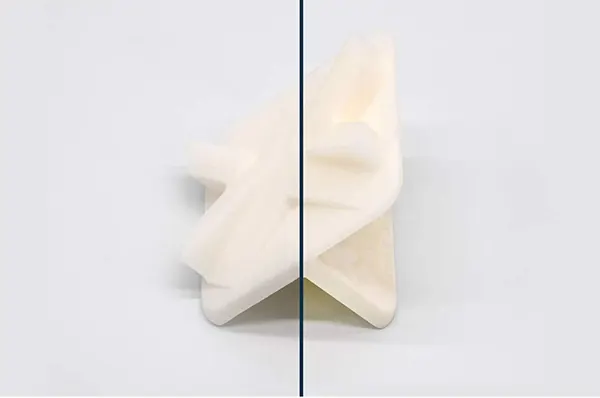
یکی از علل لکه سفید در پرینت رزین ، باقی مانده های رزین حل شده می تواند یک لایه جامد نازک یا لکه های سفید روی قطعه پرینت ایجاد کند.
مقداری Anycubic Eco Resin خاکستری استفاده کردم، سپس به رزین شفاف روی آوردم و باقیماندهها را روی برخی از چاپهای شسته شدهام دیدم.
از نظر پخت پرینتهای سهبعدی رزین وقتی خیس هستند، به نظر میرسد الگویی بین افرادی که پرینتهای خیس را خشک میکنند و بقایایی که روی چاپهایشان نشان میدهند وجود دارد، بنابراین به احتمال زیاد این دلیل اصلی برای گرفتن این علائم سفید است.
یکی از کاربران گفت که پرینت های سه بعدی رزین خود را با استفاده از آب لوله کشی شسته است و اغلب با مشکل علائم سفید روی پرینت های سه بعدی خود مواجه شده است. آب لوله کشی در واقع می تواند دارای ناخالصی ها یا ذراتی باشد که می تواند به قطعات پرینت شده بچسبد و باعث ایجاد این لکه ها شود.
در نهایت روش پخت خود را تغییر داد و شروع به شستن پرینت ها در دو ظرف مختلف IPA کرد و شستن چاپ های خود را با آب لوله کشی متوقف کرد. این مشکل را حل کرد و موارد باقی مانده سفید در چاپ های آینده کاهش یافت.
چگونگی باقی مانده ها و علامت های سفید را روی قطعات پرینت رزین
پس از آگاهی از نحوه انجام این کار، فرآیند ساده جلوگیری از علل لکه سفید در پرینت رزین و از بین بردن باقی مانده های سفید از پرینت های رزین شما آسان است. این عمدتاً در مورد فرآیند شما پس از اتمام چاپ رزین شما است.
هنگامی که روشهای پس از پردازش خود را اصلاح کردید، میتوانید مشکل باقیمانده سفید یا علائم روی پرینتهای سه بعدی خود را برطرف کرده و حل کنید.
مراحل گام به گام ذکر شده در زیر را دنبال کنید و بدون هیچ گونه لکه سفید روی چاپ خود، نتایج بسیار خوبی خواهید داشت.
قبل از شروع، مطمئن شوید که دستکش های نیتریل خود را طبق معمول هنگام کار با مدل های رزین خود بپوشید.
- چند دستمال کاغذی بچینید و پرینت سه بعدی رزین خود را از صفحه ساخت داخل دستمال کاغذی بردارید
- به آرامی روی چاپ رزین ضربه بزنید و فشار دهید، و به آرامی آن را پاک کنید تا بیشتر رزین خشک نشده از بین برود.
- اکنون که بیشتر رزین خشک نشده از قسمت بیرونی خارج شده است، می توانید آن را در اولین ظرف محلول تمیزکننده یا پاک کننده اولتراسونیک خود قرار دهید.
- ایده خوبی است که به آرامی چاپ را با یک مسواک بشویید تا رزین اضافی بیشتری را که کمی سفت شده است پاک کنید.
- می توانید انتخاب کنید که یک ظرف جداگانه آب داغ کمی کمتر از نقطه جوش (حدود 90 درجه سانتیگراد) داشته باشید و چاپ را حدود 20 ثانیه خیس کنید تا ساپورت های خود را راحت تر جدا کنید.
- تمام پشتیبانی های خود را حذف کنید
- مدل را دوباره در اولین ظرف محلول تمیز کننده قرار دهید
- مدلی که بیشتر تمیز شده است را تهیه کنید و آن را در ظرف دوم محلول تمیز کننده قرار دهید تا مدل را حتی بیشتر تمیز کنید تا باقیمانده نشود.
- سپس برخی از افراد اجازه می دهند چاپ با هوا خشک شود (یا از یک فن استفاده می کنند) در این مرحله و سپس آن را در محفظه پخت نور UV خود قرار می دهند.
امیدواریم که این فرآیند برای شما منطقی باشد و بتوانید آن را امتحان کنید تا نتایج کلی بهتر و کمتری از آن باقی مانده سفید بر روی چاپ های نهایی خود داشته باشید.
غوطه ور کردن چاپ در مایع تازه تر باید مطمئن شود که هیچ باقیمانده قبلی به چاپ گیر نمی کند و به شما این امکان را می دهد که پرینت سه بعدی رزین خود را به طور موثر تمیز کنید.
نحوه اصلاح چاپ های رزینی که چسبنده می شوند
پرینت های سه بعدی رزین که چسبناک یا چسبنده می شوند، معمولاً به این دلیل است که به اندازه کافی درمان نمی شوند. میخواهید چاپ خود را در IPA یا محلول تمیزکننده ترجیحی خود غوطهور کنید، سپس طبق معمول چاپ را زیر نور UV خشک کنید. اگر متوجه شدید که چاپ هنوز چسبنده یا چسبناک است، می توانید آن را برای مدت طولانی تری درمان کنید.
شستشوی مناسب، پخت به مدت کافی و سپس سنباده زدن چاپ یکی از بهترین راه حل ها برای مقابله با قطعه چسبناک است. این فرآیند باعث میشود که چاپهایی با روکشهای صاف فوقالعاده داشته باشید و اجرای آن نیز ارزان است.
پاک کننده های زیادی در بازار موجود است اما IPA به دلیل خاصیت تمیز کنندگی موثر و سریع و خشک شدن سریع آن یکی از توصیه های ایده آل است.
برخی از افراد با ResinAway و 1-Gallon Yellow Magic 7 Cleaner از آمازون شانس زیادی داشته اند. این پرینت ها را کاملا تمیز می کند و همان بوی تند IPA را ندارد.
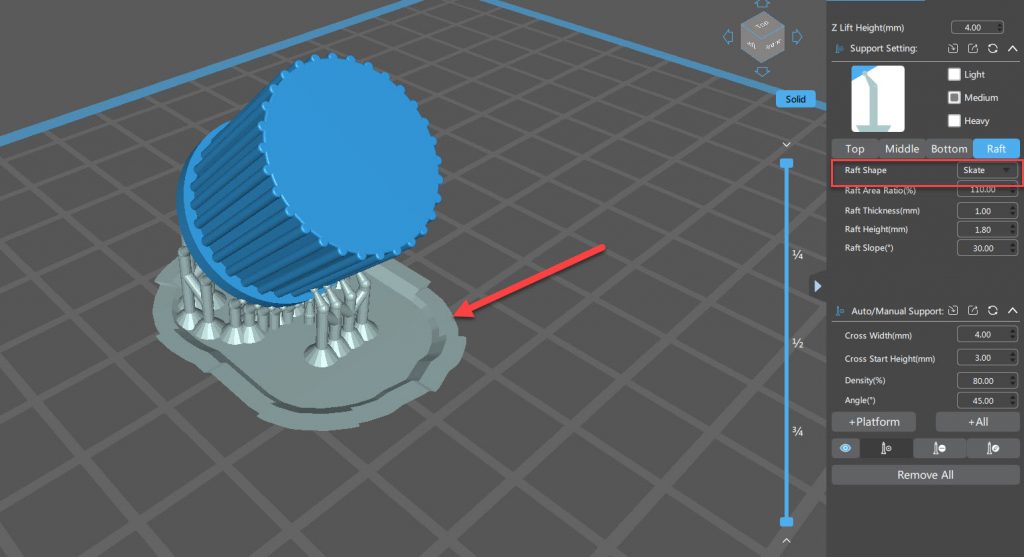
شستن برخی از قسمتهای چاپ بسیار سخت است، مانند جیبها، قسمتهای بافت، لولهها، سوراخها، نواحی با تکیهگاههای متراکم و غیره. در چنین قسمتهایی، محلول تمیزکننده شما ممکن است به درستی به دست نرسد و منجر به چسبیدن رزین خشک نشده به چاپ شود.
اگر مشکل این است، چاپ را برای مدت طولانی تری در مایع نگه دارید و به طور موثر چاپ را هم بزنید. چاپ را با یک مسواک صاف تمیز کنید یا با دستمال کاغذی بشویید تا دلیل اضافی از روی چاپ پاک شود.
بسیاری از مردم استفاده از پاک کننده اولتراسونیک را دوست دارند تا واقعاً شستشوی عمیق و مناسبی داشته باشند. می توانید مقاله من در مورد 6 بهترین پاک کننده اولتراسونیک برای پرینت های سه بعدی رزین خود را بررسی کنید.
یکی از کاربران در واقع آزمایشی انجام داد تا ببیند چه متغیری بیشترین اهمیت را دارد، و متوجه شدند که وقتی هیچ زمانی برای خشک شدن چاپ قبل از خشک شدن مهلت ندادند، اما از پاک کننده اولتراسونیک استفاده کردند، هیچ باقی مانده سفیدی وجود نداشت.
شما نمی خواهید از IPA در یک پاک کننده اولتراسونیک استفاده کنید، اما در واقع می توانید از پاک کننده 1 گالن Yellow Magic 7 از آمازون به خوبی و بدون خطرات ایمنی استفاده کنید. این ترکیبی است که بسیاری از علاقهمندان به چاپگرهای سه بعدی رزینی با تجربه از آن استفاده میکنند و نتایج خوبی به همراه دارد.
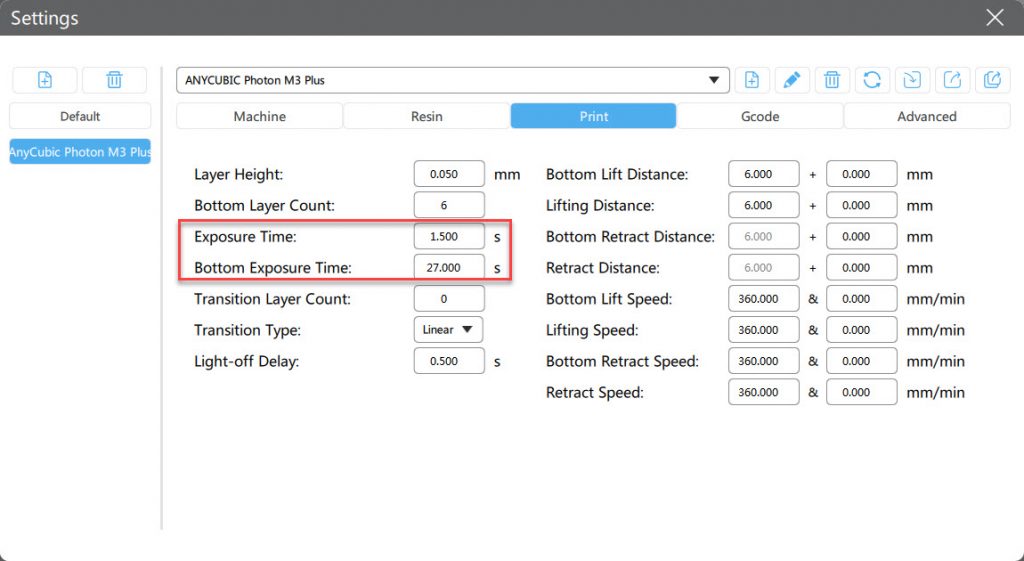
به احتمال زیاد فضایی برای ته نشین شدن رزین خشک نشده وجود دارد، به همین دلیل است که اگر از ارتفاع لایه بزرگتری نیز استفاده می کنید، احتمال بیشتری برای ایجاد علائم سفید وجود دارد.
شما می خواهید از آن لایه نازک باقی مانده روی چاپ های خود و هر گونه آب یا مایع باقی مانده روی چاپ خودداری کنید.
برای ظروف محلول تمیز کننده که واقعاً کثیف شده اند، می توانید در واقع کل ظرف را با یک نور UV خشک کنید، سپس رزین UV سخت شده را فیلتر کرده و دوباره از آن استفاده کنید.


















 !
!